
一种汽轮机叶片激光熔覆区域裂纹补焊方法.pdf

是你****优呀


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽轮机叶片激光熔覆区域裂纹补焊方法.pdf
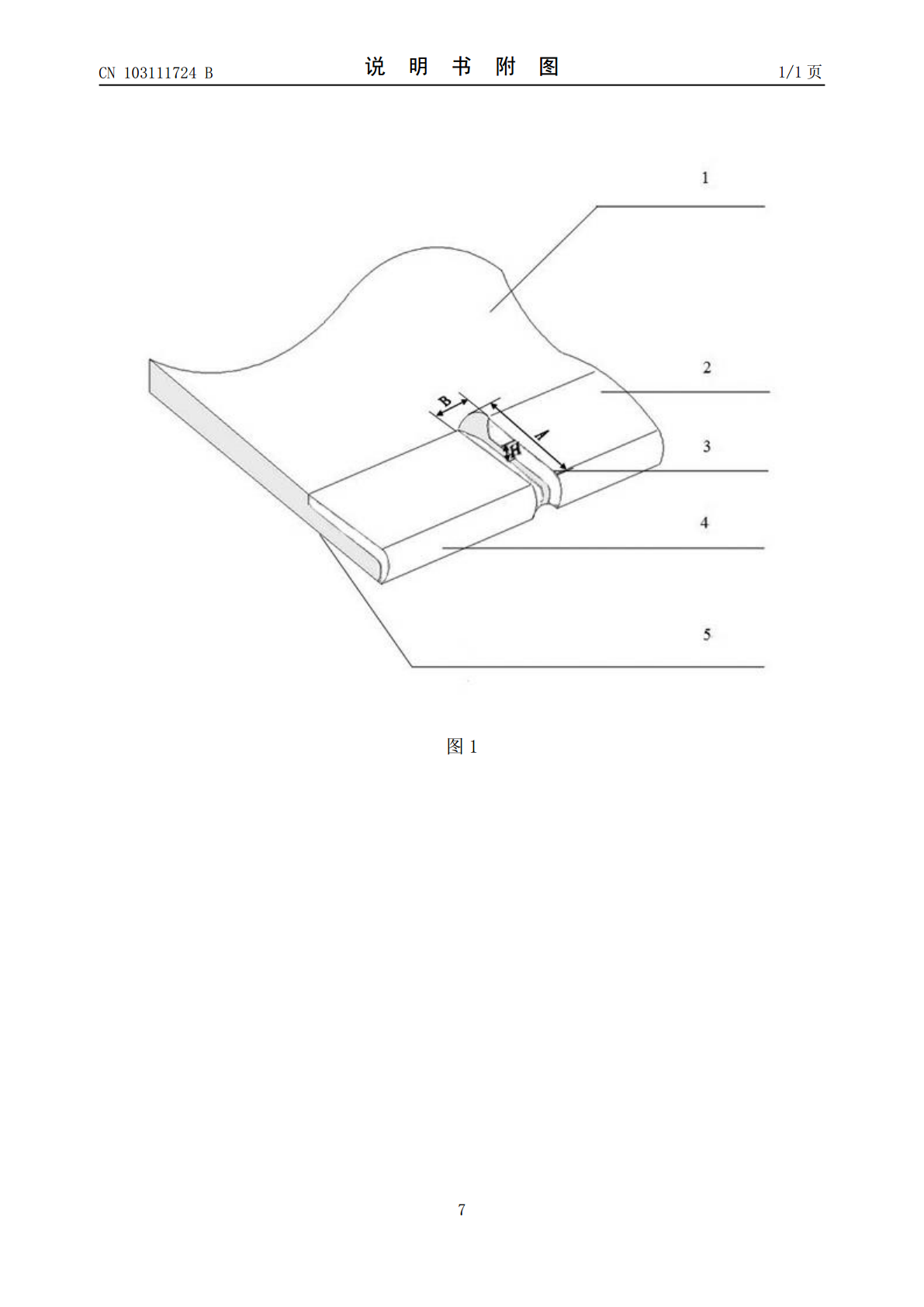
本发明提供了一种汽轮机叶片激光熔覆区域裂纹补焊方法,其能解决汽轮机叶片在激光熔覆后由于校正开裂而引起的叶片报废问题,从而保证叶片的加工质量。其特征在于:其包括以下加工步骤:(一)焊前准备:包括(1)裂纹检查;(2)测量熔覆层厚度;(3)坡口准备:对裂纹位置进行打磨,开U型坡口,要求坡口表面光滑,坡口打磨好后进行渗透探伤,如未发现裂纹缺陷可以进行焊接;(4)焊材选择;(二)焊接:包括(1)焊前预热;(2)补焊;(3)焊后检查。
一种汽轮机叶片激光热丝熔覆防水蚀方法.pdf
本发明提供了一种汽轮机叶片激光热丝熔覆防水蚀方法,该方法首先将叶片装夹至激光熔覆设备,热丝电压上限设定为10V。调整设定好激光光斑及功率,将通过校直器的焊丝端头与工件接触并置于激光光斑中心,启动保护气,2~3s后开启激光,激光开启后0.5~0.8s,开启热丝电流并送丝,送丝0.6~1s后数控设备开始移动,熔覆开始,熔覆到末端时首先数控设备停止,数控设备停止后0.5~0.8s后停止送丝,0.7~1s后停止激光,4~5s后停止保护气,采用合适的搭接率重复其他道次直至堆满熔覆坡口。上述汽轮机叶片激光热丝熔覆防水

汽轮机末级叶片的激光熔覆研究.docx
汽轮机末级叶片的激光熔覆研究汽轮机末级叶片的激光熔覆研究摘要:汽轮机末级叶片是关键组件,其受到高温、高压和严苛工作环境的影响,容易出现磨损、腐蚀和断裂等问题。激光熔覆技术具有高精度、高效率和低热影响的优势,可以提高叶片的表面硬度和耐磨性能,延长叶片的使用寿命。本文通过综述激光熔覆技术的原理、应用和发展趋势,重点讨论了激光熔覆对汽轮机末级叶片材料和性能的影响,以及激光熔覆叶片的工艺参数和优化方法,最后展望了未来激光熔覆在汽轮机叶片领域的应用前景。1.引言汽轮机末级叶片作为汽轮机的关键部件之一,承受了高温高压

用于汽轮机叶片激光熔覆的叶片叶根定位结构.pdf
本发明提供了用于汽轮机叶片激光熔覆的叶片叶根定位结构,其能解决现有叶根定位结构通用性差的问题,从而降低工装成本。其包括支架,支架的两端分别安装有叶根定位结构和叶顶顶尖结构,叶顶顶尖结构包括顶尖支架与顶尖,顶尖支架安装于支架的内侧端面,顶尖安装于顶尖支架,其特征在于:叶根定位结构包括底板和底板连接板,底板连接板可移动地安装于所述支架上,底板可转动地安装于所述底板连接板上,底板中央设有中心孔,中心孔的两侧对称开有水平键槽,水平键槽内安装有叶根轴向定位块,底板的底部固装有叶根轴向定位座,叶根轴向定位座上安装有叶
一种采用激光熔覆防水蚀的汽轮机叶片的加工工艺.pdf
本发明提供了一种采用激光熔覆防水蚀的汽轮机叶片的加工工艺,其目的是提供一种有利于保证叶片加工制造精度、熔覆变形量相对较小、刀具损耗合理的一种汽轮机叶片加工工艺。其包括以下工艺流程:(1)制坯;(2)模锻成型;(3)热处理;(4)粗铣毛坯型面及铣激光熔覆槽,通过铣加工去除一定锻件余量,并将熔覆槽加工至公差范围内;(5)在激光熔覆槽内激光熔覆司太立合金;(6)采用压力机对熔覆后的叶片进行校正;(7)对激光熔覆区域进行射线及渗透探伤;(8)对熔覆区域不合格的叶片进行氩弧焊补焊;(9)去应力热处理;(10)综合铣