
盘形凸轮轮廓检测方法.pdf

佳晨****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

盘形凸轮轮廓检测方法.pdf
本发明公开了一种盘形凸轮轮廓检测方法,该方法能适应不同的盘形凸轮轮廓的检测,尤其可以用于平面共轭凸轮的内外轮廓的检测。采用的凸轮加工检测设备包括控制系统、机身、工作台机构、凸轮旋转机构和检测磨削装置。所述控制系统控制工作台机构、凸轮旋转机构和检测磨削装置的动作。在线检测装置包括凸轮外轮廓在线检测装置和凸轮内轮廓在线检测装置。凸轮外轮廓在线检测装置由控制系统通过第一直线电机驱动器控制第一直线电机的动子带动第一激光测量头进行X向移动测量平面共轭凸轮的外轮廓尺寸。凸轮内轮廓在线检测装置由控制系统通过第二直线电机
一种盘形凸轮轮廓的检测工装与检测方法.pdf
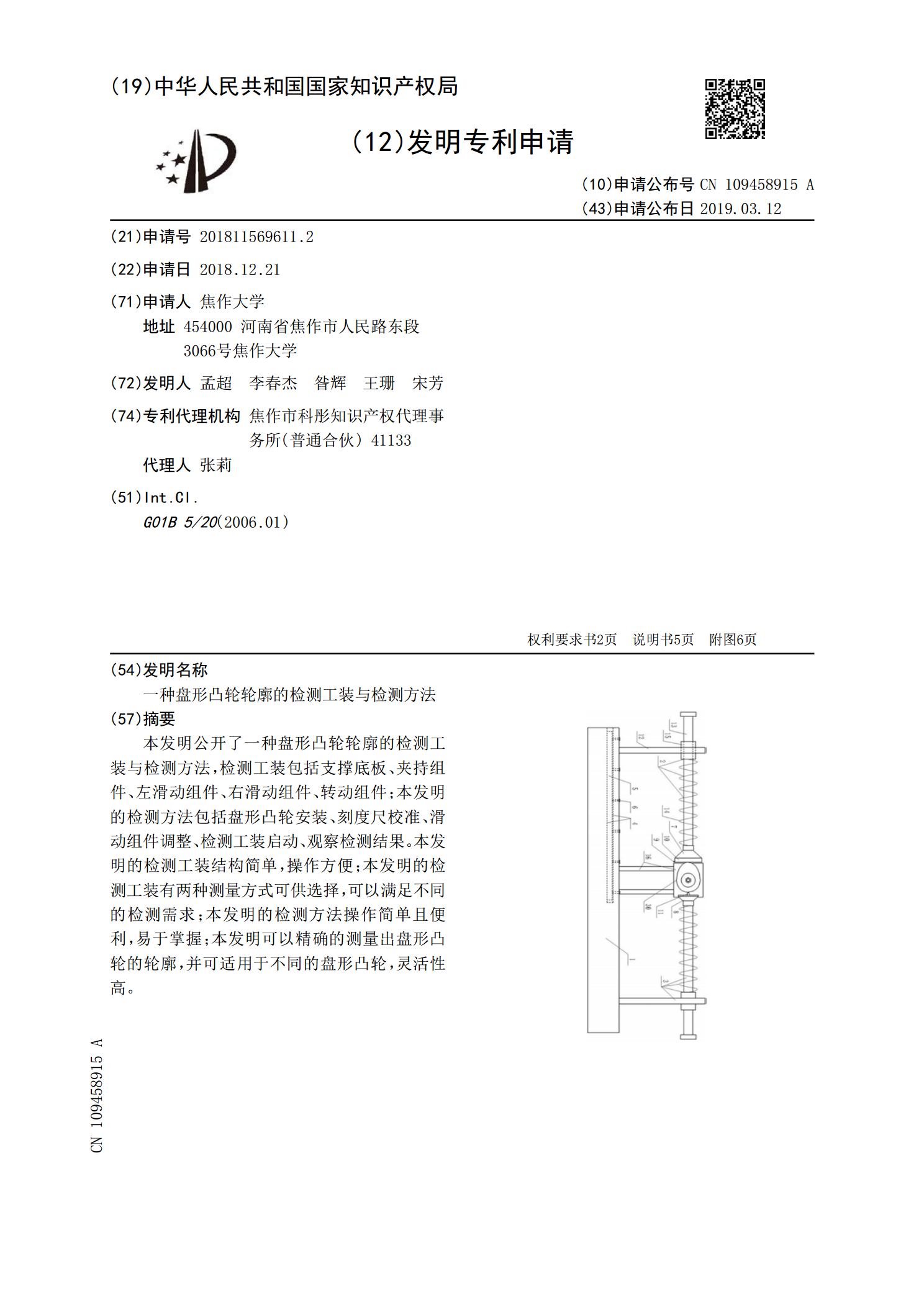
本发明公开了一种盘形凸轮轮廓的检测工装与检测方法,检测工装包括支撑底板、夹持组件、左滑动组件、右滑动组件、转动组件;本发明的检测方法包括盘形凸轮安装、刻度尺校准、滑动组件调整、检测工装启动、观察检测结果。本发明的检测工装结构简单,操作方便;本发明的检测工装有两种测量方式可供选择,可以满足不同的检测需求;本发明的检测方法操作简单且便利,易于掌握;本发明可以精确的测量出盘形凸轮的轮廓,并可适用于不同的盘形凸轮,灵活性高。

盘形凸轮廓线的检测装置研究与开发的综述报告.docx
盘形凸轮廓线的检测装置研究与开发的综述报告AbstractInthisreport,wewillintroducetheresearchanddevelopmentofthedetectiondeviceforprofileofthecamwithdiscshape.Wewillreviewthecurrentresearchstatus,analyzetheproblemsexistingintheresearchanddevelopmentprocess,andsummarizetheresearch

盘形凸轮廓线的检测装置研究与开发的任务书.docx
盘形凸轮廓线的检测装置研究与开发的任务书任务书任务名称:盘形凸轮廓线的检测装置研究与开发任务背景:在机械加工和制造中,凸轮作为传动机构的核心部件,具有广泛的应用。而盘形凸轮由于其结构的特殊性,往往难以对其进行精确的检测和测量。因此,本任务旨在研究开发一种可靠的盘形凸轮廓线检测装置,为凸轮的精密加工和质量检测提供技术支持。任务目标:1.借鉴现有凸轮检测技术,研究开发适用于盘形凸轮的精度检测方法。2.研究制定盘形凸轮的检测标准,明确其参数范围和误差限度。3.设计并制作盘形凸轮廓线检测装置原型,对其进行试验和验

盘形凸轮廓形的高速铣削仿真的中期报告.docx
盘形凸轮廓形的高速铣削仿真的中期报告一、研究背景盘形凸轮在机械传动系统中广泛应用于凸轮轴、燃油泵等机械零部件中。然而,盘形凸轮的制造工艺较为复杂,对加工设备、工艺要求较高,增加了制造成本。为了提高盘形凸轮的制造效率和质量,需要研究高速铣削加工技术。本研究旨在通过有限元仿真方法研究盘形凸轮高速铣削加工过程中的切削力、温度场和变形情况,为盘形凸轮的高速铣削加工工艺优化提供理论参考。二、研究内容本研究采用有限元仿真方法,对盘形凸轮的高速铣削加工过程进行模拟。具体研究内容如下:1.建立盘形凸轮高速铣削加工过程的有