
汽轮机中压一级动叶片叶根斜面加工方法.pdf

骊蓉****23

1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机中压一级动叶片叶根斜面加工方法.pdf
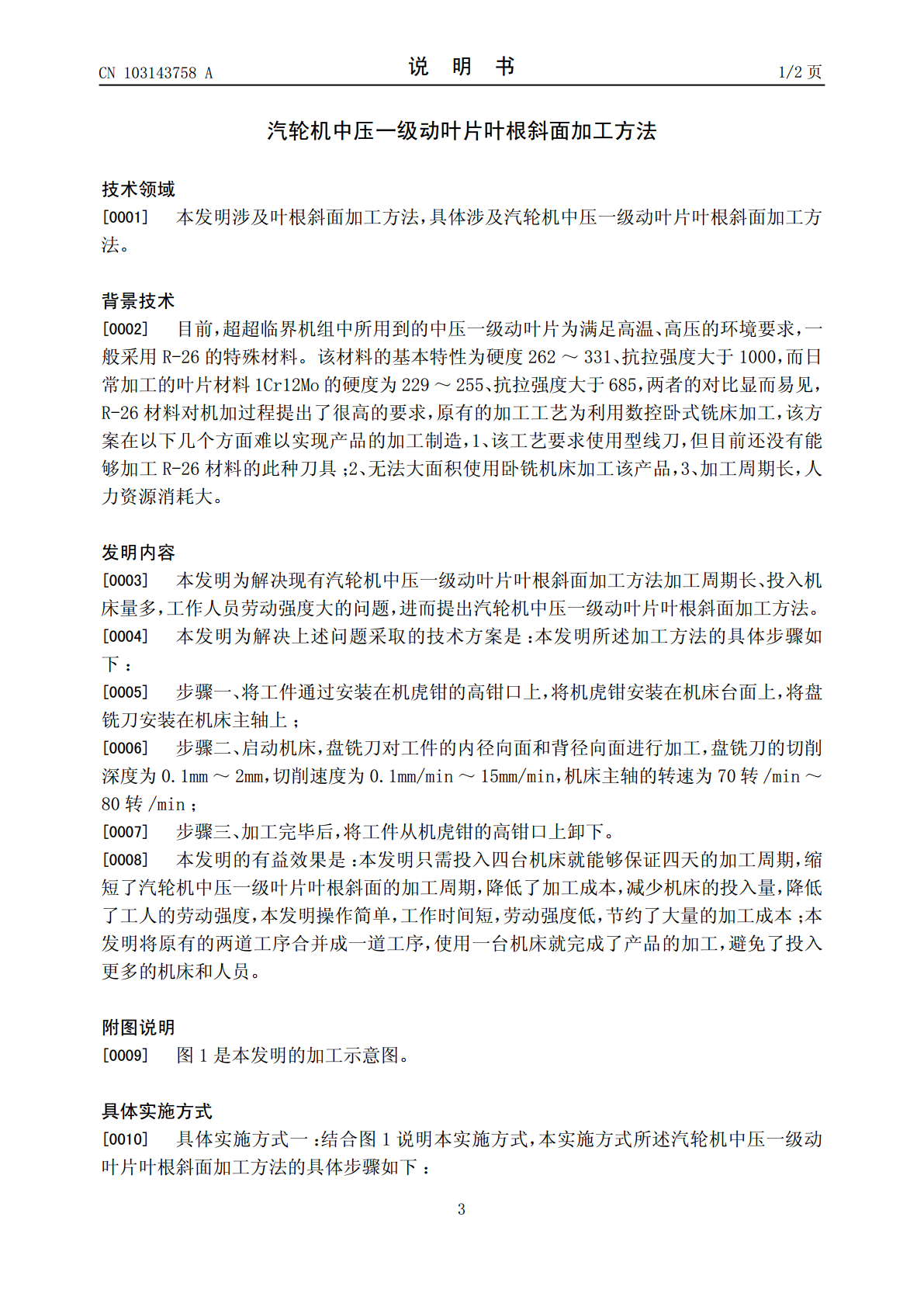
汽轮机中压一级动叶片叶根斜面加工方法,它涉及叶根斜面加工方法,具体涉及汽轮机中压一级动叶片叶根斜面加工方法。本发明为了解决现有汽轮机中压一级动叶片叶根斜面加工方法加工周期长、投入机床量多,工作人员劳动强度大的问题。本发明的具体步骤为:将工件通过安装在机虎钳的高钳口上,将机虎钳安装在机床台面上,将盘铣刀安装在机床主轴上;启动机床,盘铣刀对工件的内径向面和背径向面进行加工,盘铣刀的切削深度为0.1mm~2mm,切削速度为0.1mm/min~15mm/min,机床主轴的转速为70转/min~80转/min;加工

菱形状齿形圆弧叶根动叶片加工方法.pdf
本发明涉及一种菱形状齿形圆弧叶根动叶片加工方法。首先下料;定中心且中心点钻顶针孔,出六方,铣床通过叶冠端的中心顶针孔定位且夹紧叶片和叶冠端,预留出要加工叶根尺寸长度,粗精铣叶根径向面,加工出叶根径向面上的锯齿形状,再粗精铣叶根两侧面,通过叶根套规和塞尺检测;毛坯两端的中心顶针孔定位且夹持住,粗精铣汽道的内弧面和背弧面;抛光汽道内弧型线、背弧型线及转接处,线切割叶冠,加工结束。优点是方法设计合理巧妙,提前对毛坯定中心且预留夹紧块叶冠,为后续加工夹持定位做准备,解决了没有定位基准不好定位夹持问题,后面加工通过

一种加工汽轮机特殊动叶片叶根和叶冠的装置.pdf
一种加工汽轮机特殊动叶片叶根和叶冠的装置,本发明涉及一种加工动叶片叶根和叶冠的定位装置,本发明为解决现有加工汽轮机特殊动叶片时采用方箱定位加工,其工序繁琐、效率低下的问题,本发明为解决在加工特殊形状的叶片的叶根两侧和叶冠汽封位置时,难以保证其几何尺寸、位置度、加工质量和装配一致的技术要求,加工效率低下,加工成本较高的问题,本发明包括底板、叶根定位组件和叶冠定位组件,叶根定位组件安装在底板上表面的一侧用于叶片叶根的定位,叶冠定位组件安装在底板上表面的另一侧用于叶片叶冠的定位。根据叶片的叶根的齿型线和叶冠内背

汽轮机叶片菌型叶根型槽的加工方法.pdf
一种汽轮机叶片菌型叶根型槽的加工方法,在数控加工中心上,用型线铣刀铣削叶根的型槽;所述数控加工中心至少具有二根直线运动轴和一个旋转轴,旋转轴为机床旋转工作台;铣刀安装在数控加工中心主轴的铣头上,由该轴驱动铣刀旋转;所述叶片固定在数控加工中心的旋转工作台上,叶片的辐射线与主轴平行且通过工作台旋转中心,叶根型槽开口朝向铣头;由旋转工作台带动叶片转动,使叶片发生相应的周向运动,旋转工作台对周向运动的角度进行插值补偿;两直线运动轴同菌型叶根中心平面平行,对旋转工作台在该两直线轴方向上的位置度进行插值补偿,使铣刀对

600MW汽轮机调节级动叶片叶根加工工艺分析.docx
600MW汽轮机调节级动叶片叶根加工工艺分析一、引言汽轮机是目前能够提供大规模电力的主要动力设备之一,而汽轮机的效率和可靠性主要取决于其调节级,其动叶片和叶根的加工工艺直接影响了汽轮机的性能和寿命。因此,开展汽轮机调节级动叶片叶根加工工艺分析对于汽轮机性能的提升和寿命的延长具有重要的意义。二、汽轮机调节级动叶片叶根的技术要求汽轮机调节级动叶片叶根作为关键部件,在其加工过程中需要具备若干技术要求:1.精度要求高:调节级动叶片叶根需要与锅炉、汽轮机、发电机相配合,极高的精度才能确保性能优异。2.材料要求高:调