
铜排做头用铣头机及做头工艺.pdf

梦影****主a


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铜排做头用铣头机及做头工艺.pdf
本发明涉及一种铜排做头用铣头机及做头工艺,包括夹送辊、第一上校直轮、第一下校直轮、平铣刀、立铣刀、第二上校直轮、第二下校直轮和液压切刀,夹送辊与调速电机和减速机连接,夹送辊的前端设置第一上校直轮,第一上校直轮的前端设置平铣刀,平铣刀与其上部的平铣刀压下电机和位移控制器连接,平铣刀的下部设置第一下校直轮,第一下校直轮的前端设置有与立铣刀位置调节电机和位移控制器连接的立铣刀,立铣刀的前端设置第二上校直轮,第二上校直轮的前端设置第二下校直轮,第二下校直轮的前端设置液压切刀。本发明设备和工艺简单、安全可靠、能耗低

高频振动横向铣挖头及具有该铣挖头的铣挖机和掘进机.pdf
本发明公开了高频振动横向铣挖头及具有该铣挖头的铣挖机和掘进机,铣挖机和掘进机采用的高频振动横向铣挖头的横向铣挖轮由切削马达驱动旋转,横向铣挖轮上设有铣挖截齿,横向铣挖轮安装在铣挖头座的一端,铣挖头座的另一端与U形铣挖机体连接,U形铣挖机体上安装有将高频振动横向铣挖头安装在铣挖机或掘进机上的连接座,铣挖头座上安装有振动箱体,振动箱体通过铣挖头座对横向铣挖轮输出高频振动力,使横向铣挖轮在实现自身旋转运动的同时还能实现高速反复振动运动。本发明通过将横向铣挖轮与振动箱体结合,实现铣挖头旋转运动的同时可进行高频反复
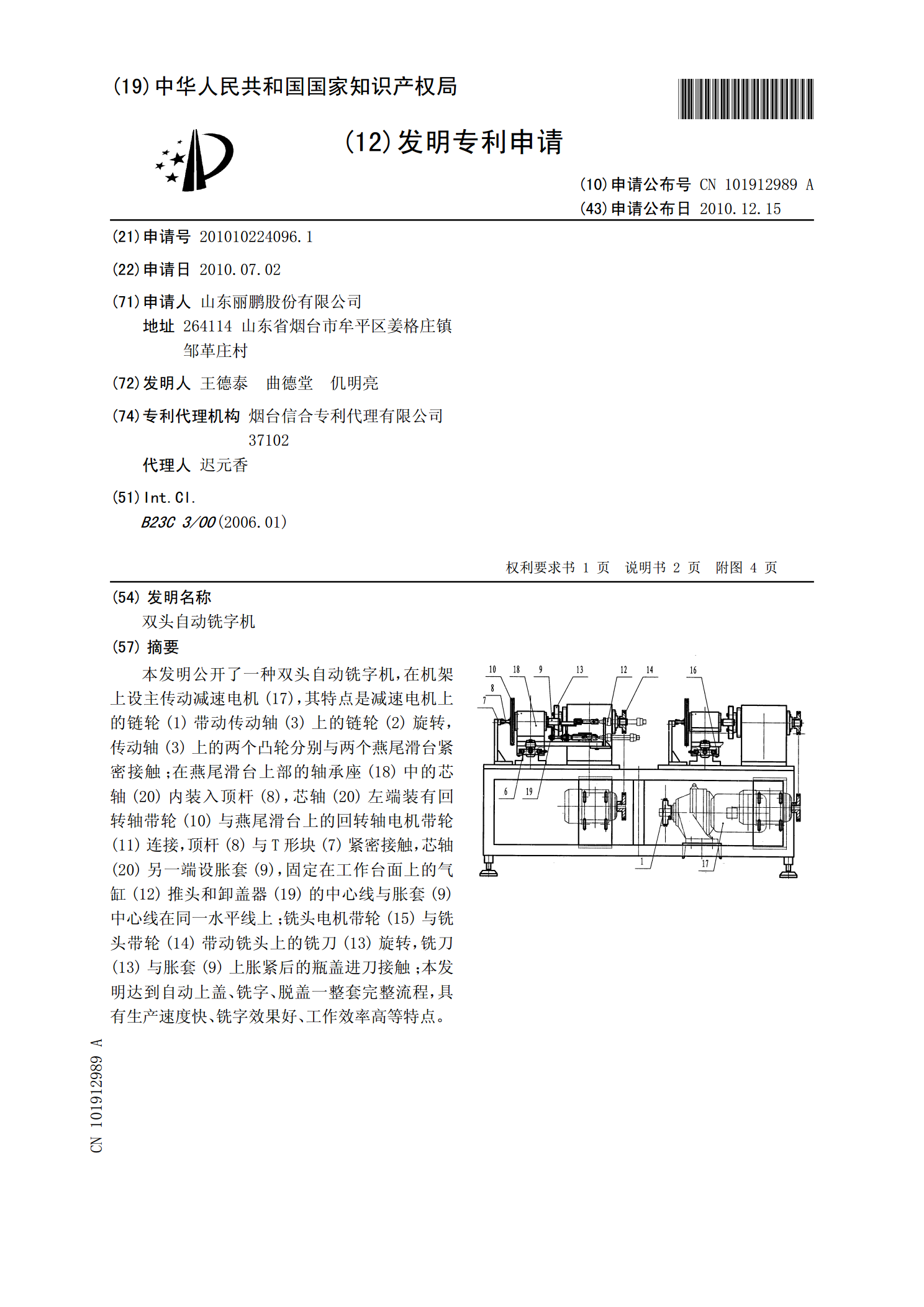
双头自动铣字机.pdf
本发明公开了一种双头自动铣字机,在机架上设主传动减速电机(17),其特点是减速电机上的链轮(1)带动传动轴(3)上的链轮(2)旋转,传动轴(3)上的两个凸轮分别与两个燕尾滑台紧密接触;在燕尾滑台上部的轴承座(18)中的芯轴(20)内装入顶杆(8),芯轴(20)左端装有回转轴带轮(10)与燕尾滑台上的回转轴电机带轮(11)连接,顶杆(8)与T形块(7)紧密接触,芯轴(20)另一端设胀套(9),固定在工作台面上的气缸(12)推头和卸盖器(19)的中心线与胀套(9)中心线在同一水平线上;铣头电机带轮(15)与铣
铣头滑板的铸造工艺.pdf
本发明公开了一种铣头滑板的铸造工艺,包括以下步骤:制作铣头滑板的模具;准备制造工装;在模具上设置浇口、冒口、排气口;将树脂砂放入模具中,进行树脂砂造型;对造型后的铸型烘干、进行修型,并在其表面刷涂料;用吊包将铁水浇入铸型模内进行浇注,停留1-5分钟;当凝固层达到所需厚度时,倒出多余的铁水;待冷却后清理,即得到所需的铸件。本发明具有工艺简单、易操作、不受熔炼炉限制、成本低的优点。

直角铣头体加工工艺.docx
直角铣头体加工工艺直角铣头体加工工艺摘要:随着工业技术的发展,直角铣头体作为机械加工中的重要工具,被广泛应用于零件加工中。本论文旨在探讨直角铣头体的加工工艺,包括刀具选型、加工过程和参数的选择,以及加工工艺的优化等方面。通过研究和分析,可以更好地理解直角铣头体的加工特点和加工工艺,为实际加工提供指导和参考。关键词:直角铣头体;加工工艺;刀具选型;加工过程;参数选择;优化第一章引言1.1研究背景直角铣头体是一种常用的加工工具,在机械加工中具有广泛的应用。直角铣头体的加工工艺对于保证零件加工质量、提高加工效率