
一种碳化钛/氮化钛纳米多层涂层叶轮及其制备方法.pdf

霞英****娘子


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种碳化钛/氮化钛纳米多层涂层叶轮及其制备方法.pdf
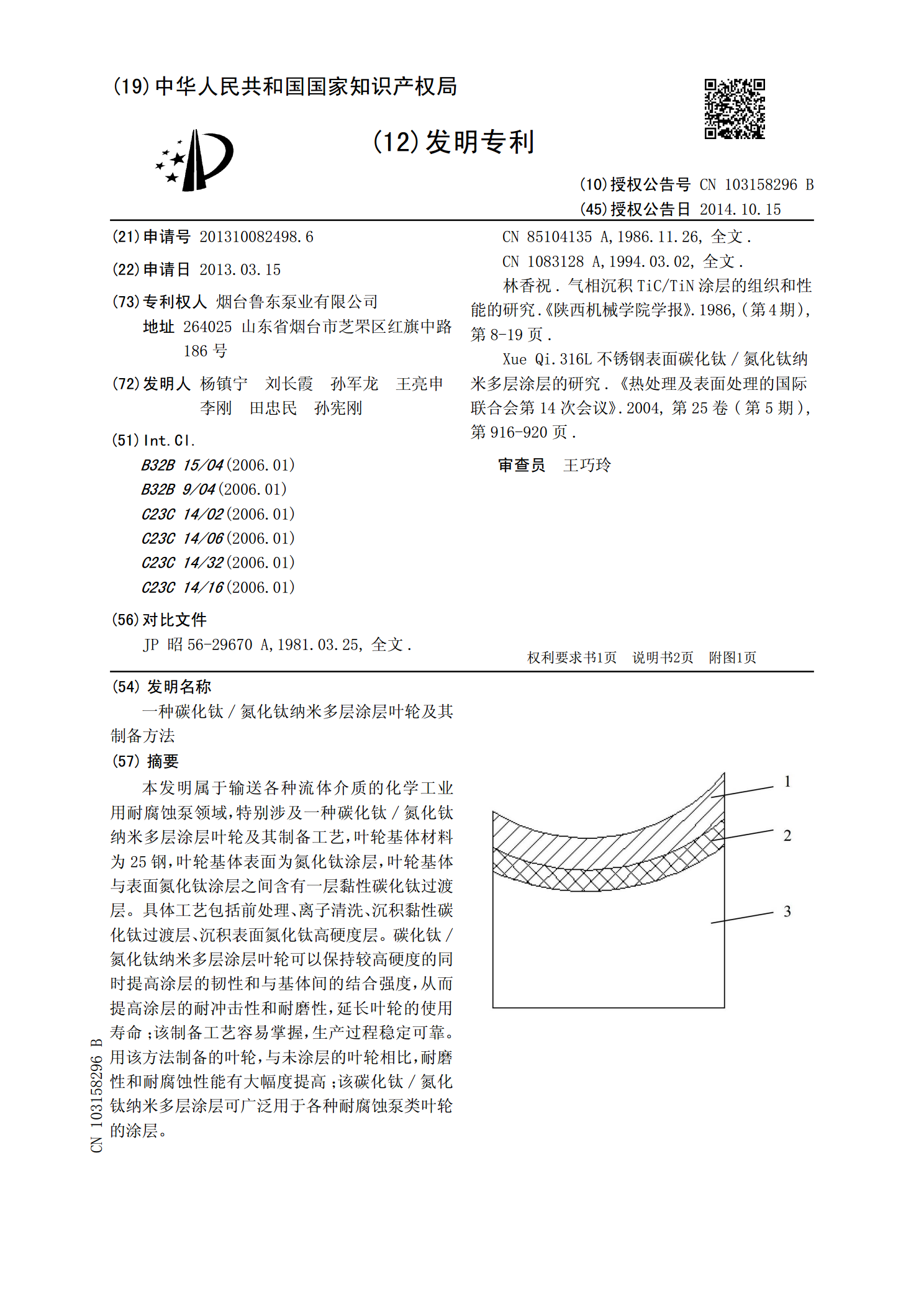
本发明属于输送各种流体介质的化学工业用耐腐蚀泵领域,特别涉及一种碳化钛/氮化钛纳米多层涂层叶轮及其制备工艺,叶轮基体材料为25钢,叶轮基体表面为氮化钛涂层,叶轮基体与表面氮化钛涂层之间含有一层黏性碳化钛过渡层。具体工艺包括前处理、离子清洗、沉积黏性碳化钛过渡层、沉积表面氮化钛高硬度层。碳化钛/氮化钛纳米多层涂层叶轮可以保持较高硬度的同时提高涂层的韧性和与基体间的结合强度,从而提高涂层的耐冲击性和耐磨性,延长叶轮的使用寿命;该制备工艺容易掌握,生产过程稳定可靠。用该方法制备的叶轮,与未涂层的叶轮相比,耐磨性

一种氮化钛纳米多层涂层叶轮及其制备方法.pdf
本发明属于输送各种流体介质的化学工业用耐腐蚀泵领域,特别涉及一种氮化钛纳米多层涂层叶轮及其制备工艺,叶轮基体材料为25钢,叶轮基体表面为氮化钛高硬度涂层,叶轮基体与表面氮化钛高硬度涂层之间含有一层钛过渡层。具体工艺包括前处理、离子清洗、沉积钛过渡层、沉积表面氮化钛高硬度层。氮化钛纳米多层涂层叶轮可以保持较高硬度的同时提高涂层的韧性和与基体间的结合强度,从而提高涂层的耐冲击性和耐磨性,延长叶轮的使用寿命;该制备工艺容易掌握,生产过程稳定可靠。用该方法制备的叶轮,与未涂层的叶轮相比,耐磨性和耐腐蚀性能有大幅度

一种氮化钛/镍纳米多层薄膜的制备方法.pdf
一种氮化钛/镍纳米多层薄膜的制备方法,涉及陶瓷/金属纳米多层薄膜制备方法,包括以下制备步骤:选用钢材为基体,基体表面经砂纸研磨并抛光后,分别用丙酮、酒精和去离子水超声波清洗、烘干后装入真空室;用直流反应磁控共溅射镀膜系统,纯金属钛靶和纯金属镍靶同时对准上方中心处的基体,沉积多层薄膜前先将真空室抽真空至6.0×10-4帕,然后通入高纯氩气,在基体上沉积一层厚度为30~100纳米的金属钛层;通过计算机精确控制靶材上挡板的打开时间进行交替沉积TiN/Ni纳米多层薄膜;镀膜结束后样品随炉冷却至室温即可。该薄膜可应
一种氮化钛/氮化铝/镍纳米多层薄膜的制备方法.pdf
一种氮化钛/氮化铝/镍纳米多层薄膜的制备方法,涉及一种陶瓷/陶瓷/金属纳米多层薄膜的制备方法,包括以下步骤:选钢材作为基体,基体表面研磨并抛光后,用超声波清洗,烘干后镀膜;沉积多层薄膜前先将真空室抽真空,然后通入高纯氩气,在基体上沉积一层金属钛层,通过计算机精确控制靶材上挡板的打开时间进行交替沉积TiN/AlN/Ni纳米多层薄膜,镀膜结束后样品随炉冷却至室温即可。该方法系一种反应磁控共溅射方法沉积的高硬度、高韧性、高结合强度、耐磨、耐腐蚀、耐高温氧化的TiN/AlN/Ni纳米多层薄膜的制备方法。该薄膜可应

一种Ti/TiCrN纳米多层涂层叶轮及其制备方法.pdf
本发明属于输送各种流体介质的化学工业用耐腐蚀泵领域,特别涉及一种Ti/TiCrN纳米多层涂层叶轮及其制备工艺,叶轮基体材料为25钢,叶轮基体表面为纳米TiCrN、CrTiN、TiN和CrN的多层混合相结构高硬度涂层,叶轮基体与表面高硬度涂层之间含有一层钛过渡层。具体工艺包括前处理、离子清洗、沉积钛过渡层、沉积表面纳米TiCrN、CrTiN、TiN和CrN的多层混合相结构高硬度涂层。Ti/TiCrN纳米多层涂层叶轮可以保持较高硬度的同时提高涂层的韧性和与基体间的结合强度,从而提高涂层的耐冲击性和耐磨性,延长