
用于高强钢和拼焊板的旋压成型极限评估装置及方法.pdf

是浩****32


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于高强钢和拼焊板的旋压成型极限评估装置及方法.pdf
本发明公开了一种用于高强钢和拼焊板的旋压成型极限评估装置,其包括一旋压轮和一模具;模具为一芯轴,芯轴具有一位于芯轴一端端部的装配部分,一位于芯轴中部的轴身部分,以及一位于芯轴另一端端部的成型部分;其中,轴身部分为圆柱形;成型部分为椭球形,成型部分沿其轴向方向的切面外轮廓包括一直线段和分别连接于直线段两端的两椭圆曲线段,两椭圆曲线段以成型部分的中心轴线为对称轴对称设置。此外,本发明同时还公开了采用上述评估装置进行评估的方法。采用本发明所述的评估装置及方法能够对高强钢和拼焊板进行旋压成型极限评估,其评估结果准

不等厚高强钢拼焊板成形性能研究.docx
不等厚高强钢拼焊板成形性能研究随着钢结构的逐渐广泛应用,高强度钢板材在建筑、桥梁、海洋平台和机械制造等领域中越来越受到青睐。然而,在实际应用过程中,单一厚度的高强度钢板无法满足所有的工程要求,因此出现了不等厚高强钢拼焊板。本文将研究不等厚高强钢拼焊板的成形性能。一、不等厚高强钢拼焊板的组成不等厚高强钢拼焊板是由两种或以上厚度不同的高强度钢板拼接而成的,通过焊接工艺将钢板拼接在一起,形成新的板材。该板材可以具有较高的抗拉强度、韧性和抗疲劳性能。二、不等厚高强钢拼焊板的成形性能研究不等厚度高强度钢拼焊板的成形

高强度钢腐蚀管道极限承压能力评估方法.docx
高强度钢腐蚀管道极限承压能力评估方法高强度钢腐蚀管道极限承压能力评估方法摘要:高强度钢腐蚀管道在使用过程中承受着较大的压力,而其腐蚀状况会影响其极限承压能力。本论文主要介绍高强度钢腐蚀管道极限承压能力评估方法,包括腐蚀程度测量、剩余强度评估、极限承压能力计算等方面。关键词:高强度钢腐蚀管道、腐蚀程度测量、剩余强度评估、极限承压能力计算1.简介高强度钢腐蚀管道是在石油、化工、能源等行业中广泛使用的管道类型。由于其承受的压力较大,腐蚀状况会直接影响其安全运行。因此,为了保证高强度钢腐蚀管道的安全运行,需要对其
旋压成型机和用于制造轮子的成型方法.pdf
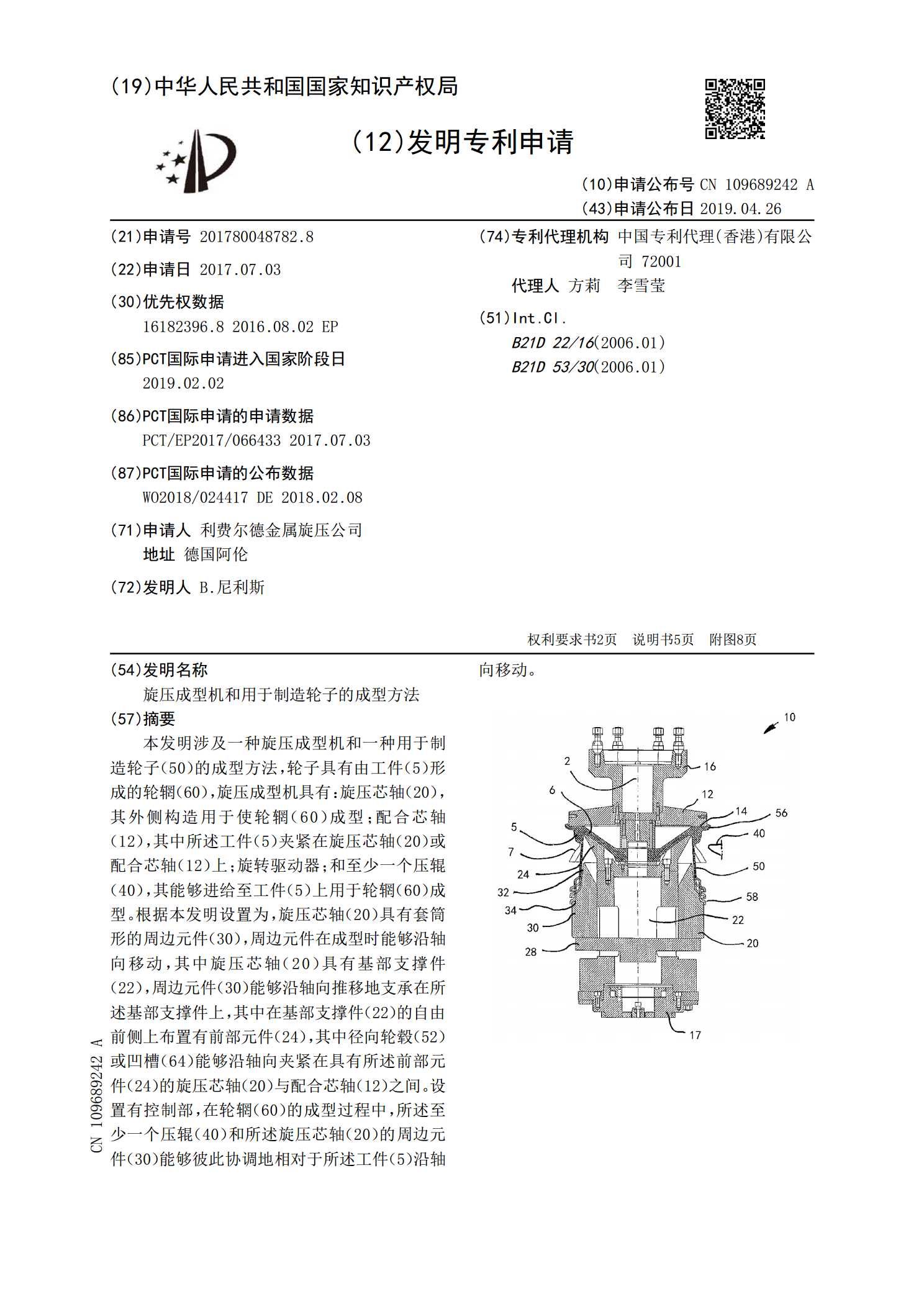
本发明涉及一种旋压成型机和一种用于制造轮子(50)的成型方法,轮子具有由工件(5)形成的轮辋(60),旋压成型机具有:旋压芯轴(20),其外侧构造用于使轮辋(60)成型;配合芯轴(12),其中所述工件(5)夹紧在旋压芯轴(20)或配合芯轴(12)上;旋转驱动器;和至少一个压辊(40),其能够进给至工件(5)上用于轮辋(60)成型。根据本发明设置为,旋压芯轴(20)具有套筒形的周边元件(30),周边元件在成型时能够沿轴向移动,其中旋压芯轴(20)具有基部支撑件(22),周边元件(30)能够沿轴向推移地支承在

拼焊板冲压成型.docx
拼焊板冲压成型摘要:传统工艺中汽车车身零件有两种成形方法:分离成形和整体成形。分离成形方法是将大型零件分成小型单个件分别成形,然后焊接成部件,其优点是可以根据各部位的要求选择不同材质、不同厚度的材料;缺点是需要更多的工装模具和设备的投入,制造成本较高,同时焊接总成的配合精度和整车质量也有所下降。整体成形法是用整体板料直接成形大型零件。主要的优点是工装模具和设备的投入大大减少,制造成本相对较低,产品质量得到了提高;缺点是必须对零件所有部位采用相同材质和相同厚度的材料,难以很好的实现结构优化的需要。本文介绍了