
镗床刀具支架.pdf

是你****枝呀


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
镗床刀具支架.pdf
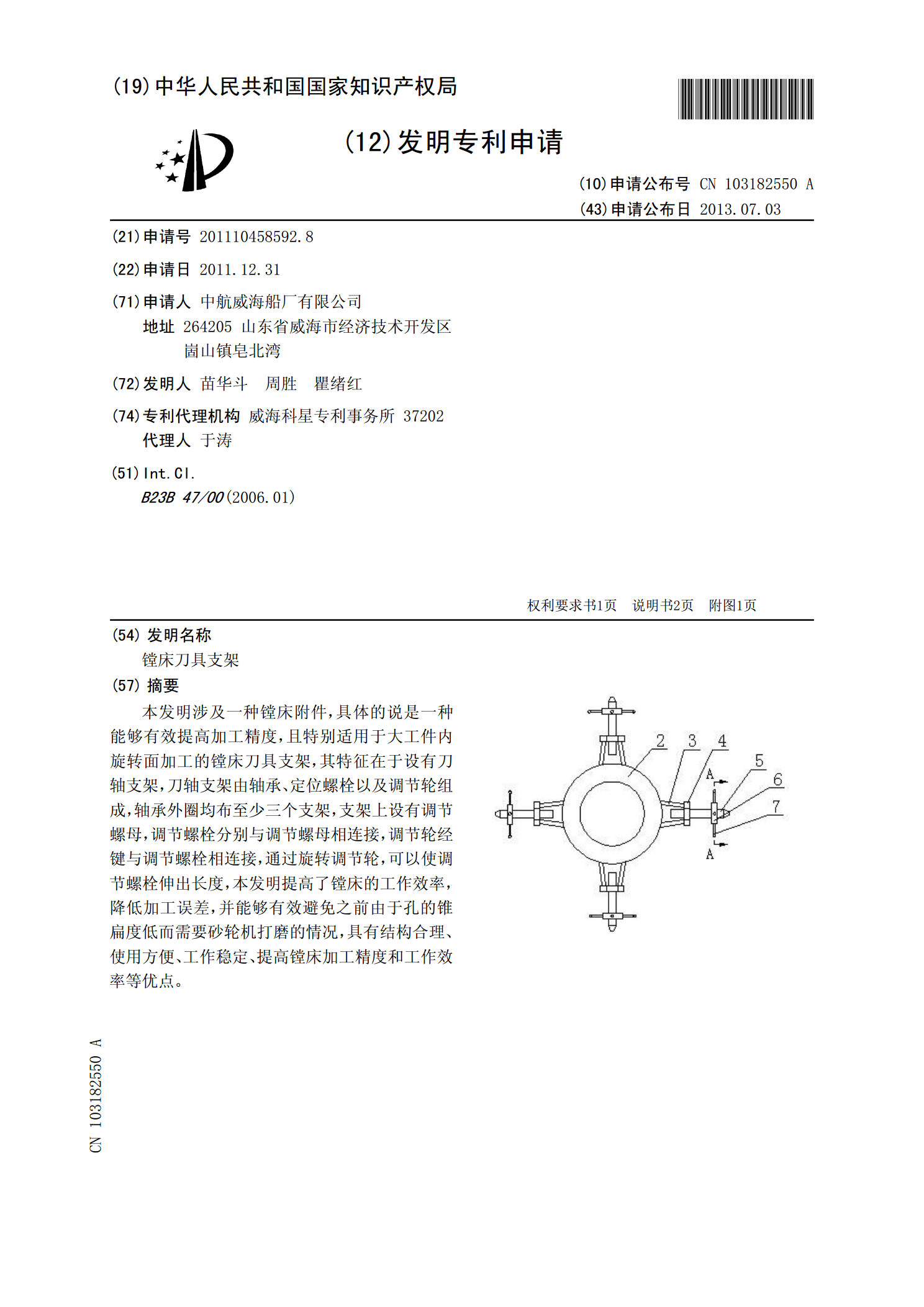
本发明涉及一种镗床附件,具体的说是一种能够有效提高加工精度,且特别适用于大工件内旋转面加工的镗床刀具支架,其特征在于设有刀轴支架,刀轴支架由轴承、定位螺栓以及调节轮组成,轴承外圈均布至少三个支架,支架上设有调节螺母,调节螺栓分别与调节螺母相连接,调节轮经键与调节螺栓相连接,通过旋转调节轮,可以使调节螺栓伸出长度,本发明提高了镗床的工作效率,降低加工误差,并能够有效避免之前由于孔的锥扁度低而需要砂轮机打磨的情况,具有结构合理、使用方便、工作稳定、提高镗床加工精度和工作效率等优点。

刀具支架和具有刀具支架的机床.pdf
本发明涉及一种用于机床,特别是车床的刀具支架(62),具有用于数字可控旋转轴B用于使刀具支架(62)旋转的旋转轴驱动器,负载刀具的第一刀具转动架头(62A),安装为可围绕第一转动架轴线旋转,和负载刀具的第二刀具转动架头(62B)安装为可围绕第一转动架轴线旋转,该第一刀具转动架头(62A)和第二刀具转动架头(62B)位于刀具支架(62)关于旋转轴B的旋转轴线的相对两侧上。本发明还涉及一种机床,特别是车床,其具有这种类型的刀具支架(62)。

框绞机镗床移动支架.pdf
本发明公开了框绞机镗床移动支架,它包括有导轨,导轨上设有架设有两组轨道垫板,轨道垫板与轨道之间设有车架滚轮,车架滚轮之间设有车架轴,轨道垫板上设有大支架,大支架上设有上支架,上支架上设有移动板,移动板两端分别设有调节块,移动板上端设有托轮架,托轮架上设有上托轮,托轮架与上拖轮之间设有螺栓固定连接;该装置结构设计合理,安装使用方便,通过安装一组移动支架将框绞机进行固定,通过工作电机带动链轮经过三级变速调整加工位置,然后结合调整块与螺栓进一步确定加工,确保加工的尺寸精度,将工件放置到移动支架上后,无需借助其他
用于刀具磨床的刀具支架装置.pdf
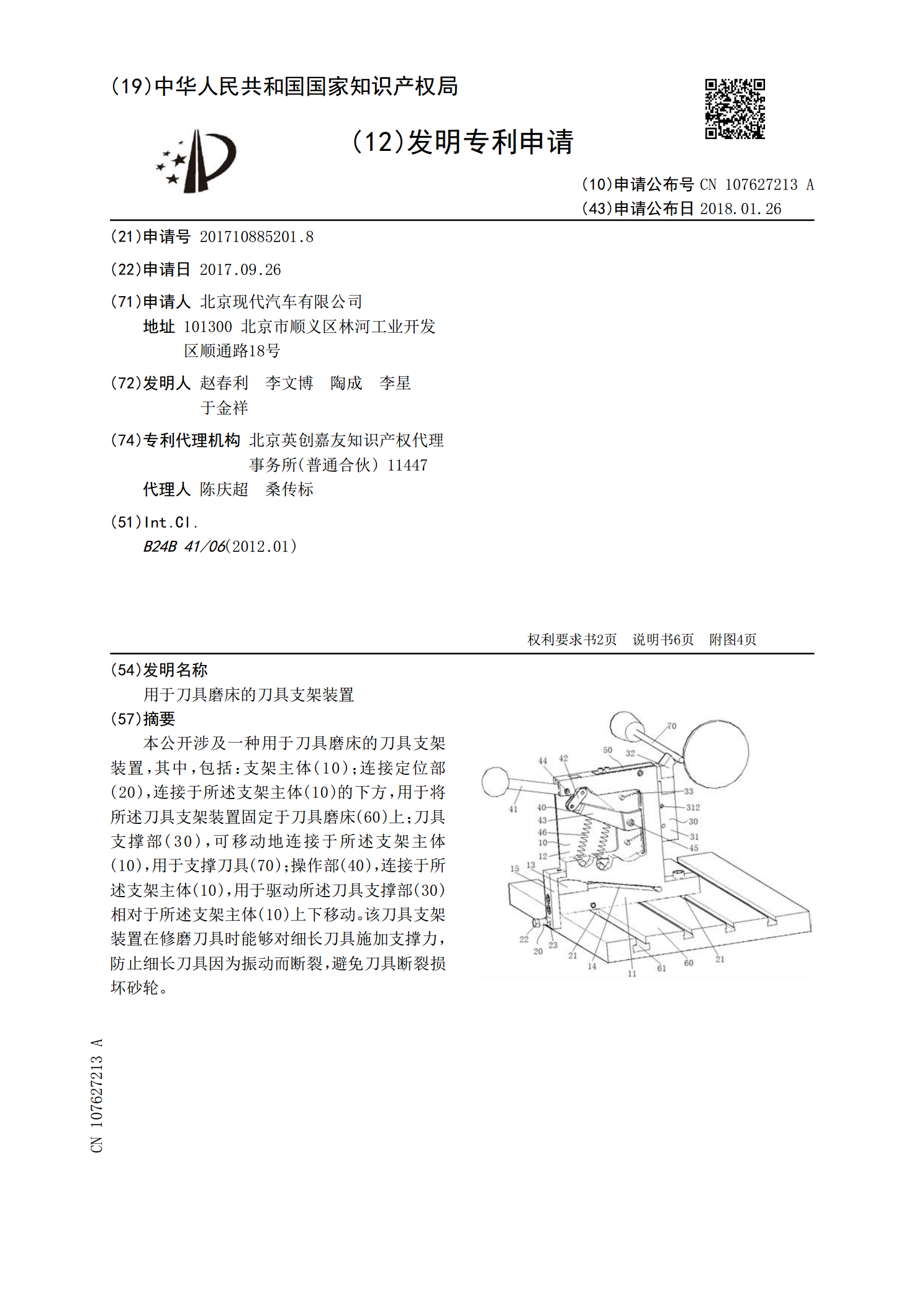
本公开涉及一种用于刀具磨床的刀具支架装置,其中,包括:支架主体(10);连接定位部(20),连接于所述支架主体(10)的下方,用于将所述刀具支架装置固定于刀具磨床(60)上;刀具支撑部(30),可移动地连接于所述支架主体(10),用于支撑刀具(70);操作部(40),连接于所述支架主体(10),用于驱动所述刀具支撑部(30)相对于所述支架主体(10)上下移动。该刀具支架装置在修磨刀具时能够对细长刀具施加支撑力,防止细长刀具因为振动而断裂,避免刀具断裂损坏砂轮。

深孔钻镗床刀具范文10篇.docx
深孔钻镗床刀具范文10篇