
氧化铝质烧结体的制造方法、氧化铝质烧结体、磨粒和砂轮.pdf

增梅****主啊

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
氧化铝质烧结体的制造方法、氧化铝质烧结体、磨粒和砂轮.pdf
本发明涉及一种氧化铝质烧结体的制造方法、采用该制造方法得到的氧化铝质烧结体、磨粒和砂轮,该氧化铝质烧结体满足下述(1)和(2),该制造方法的特征在于,将钛铁矿粉末和氧化铝粉末混合并进行烧结,(1)将钛化合物按TiO2换算后的含量、将铁化合物按Fe2O3换算后的含量和氧化铝的含量的合计量为98质量%以上;(2)将钛化合物按TiO2换算后的含量和将铁化合物按Fe2O3换算后的含量的合计量为5~13质量%。
氧化铝质烧结体、磨粒和砂轮.pdf
本发明涉及一种氧化铝质烧结体和使用该氧化铝质烧结体而成的磨粒以及砂轮,所述氧化铝质烧结体是含有钛化合物和铁化合物的氧化铝质烧结体,其中,在氧化铝晶体的晶界存在FeTiAlO5晶体,该FeTiAlO5晶体的平均晶体尺寸为3.4~7.0μm。
氧化铝质烧结体、磨粒和砂轮.pdf
本发明涉及一种氧化铝质烧结体以及使用该氧化铝质烧结体而成的磨粒和砂轮,该氧化铝质烧结体是含有钛化合物和铁化合物的氧化铝质烧结体,其中,将钛化合物按TiO2换算后的含量、将铁化合物按Fe2O3换算后的含量和氧化铝的含量的合计量为98质量%以上,将钛化合物按TiO2换算后的含量和将铁化合物按Fe2O3换算后的含量的合计量为5~13质量%,将钛化合物按TiO2换算后的含量和将铁化合物按Fe2O3换算后的含量的质量比即TiO2:Fe2O3为0.85:1.15~1.15:0.85。
氧化铝烧结体、磨料粒和磨轮.pdf
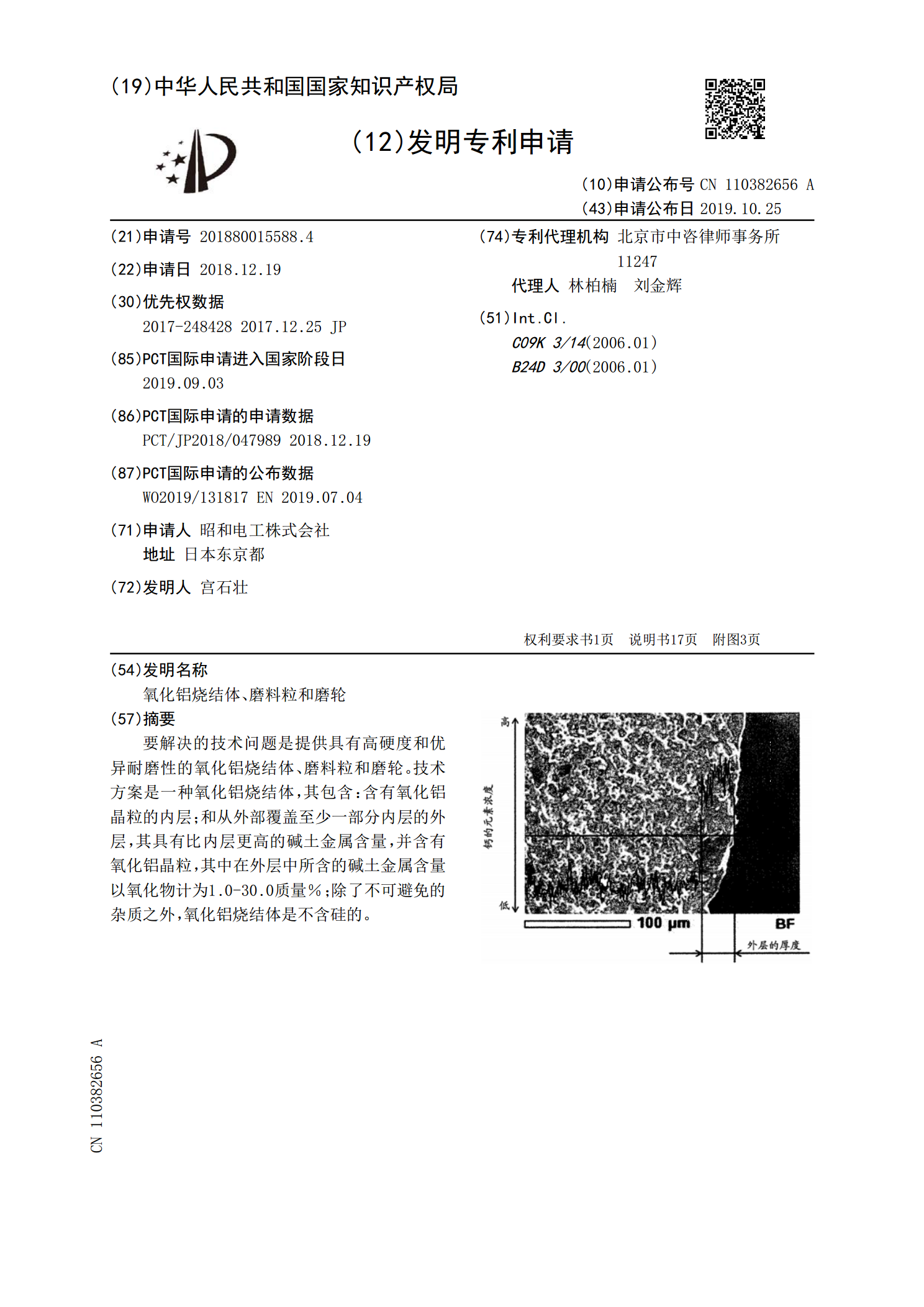
要解决的技术问题是提供具有高硬度和优异耐磨性的氧化铝烧结体、磨料粒和磨轮。技术方案是一种氧化铝烧结体,其包含:含有氧化铝晶粒的内层;和从外部覆盖至少一部分内层的外层,其具有比内层更高的碱土金属含量,并含有氧化铝晶粒,其中在外层中所含的碱土金属含量以氧化物计为1.0‑30.0质量%;除了不可避免的杂质之外,氧化铝烧结体是不含硅的。
一种氧化铝烧结体的制备方法.pdf
本发明涉及一种氧化铝烧结体的制备方法,将氧化铝粉、去离子水和粘结剂ρ-氧化铝混合搅拌均匀,然后放入袋子中密封静置12~15h后,再填入模具中,在压块机上以50~80MPa保压60~150s,将预成型的饼块真空密封包装后放入冷等静压机上冷等静压,最后将冷等静压后得到的饼块放入微波烧结炉中真空烧结,即得。所得烧结体的密度大于3.75g/cm3、纯度高于5N。该方法能有效地控制粉体的纯度,成本低,易于工业化生产,具有很高的实际应用价值。