
一种面向无心内圆磨床的锥度误差自动调节装置.pdf

小代****回来


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种面向无心内圆磨床的锥度误差自动调节装置.pdf
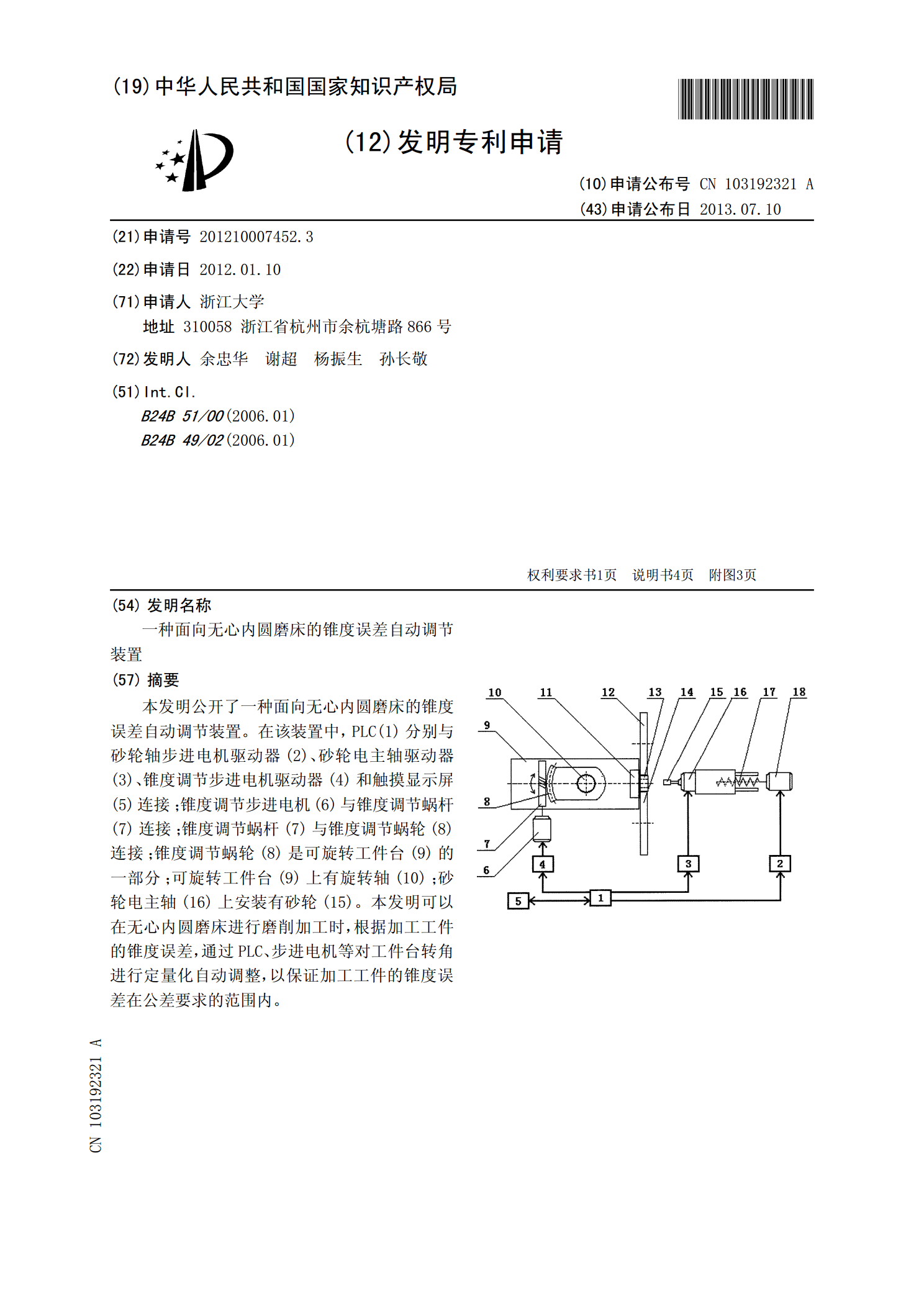
本发明公开了一种面向无心内圆磨床的锥度误差自动调节装置。在该装置中,PLC(1)分别与砂轮轴步进电机驱动器(2)、砂轮电主轴驱动器(3)、锥度调节步进电机驱动器(4)和触摸显示屏(5)连接;锥度调节步进电机(6)与锥度调节蜗杆(7)连接;锥度调节蜗杆(7)与锥度调节蜗轮(8)连接;锥度调节蜗轮(8)是可旋转工件台(9)的一部分;可旋转工件台(9)上有旋转轴(10);砂轮电主轴(16)上安装有砂轮(15)。本发明可以在无心内圆磨床进行磨削加工时,根据加工工件的锥度误差,通过PLC、步进电机等对工件台转角进行
一种面向无心内圆磨床的在线防碰撞监控装置.pdf
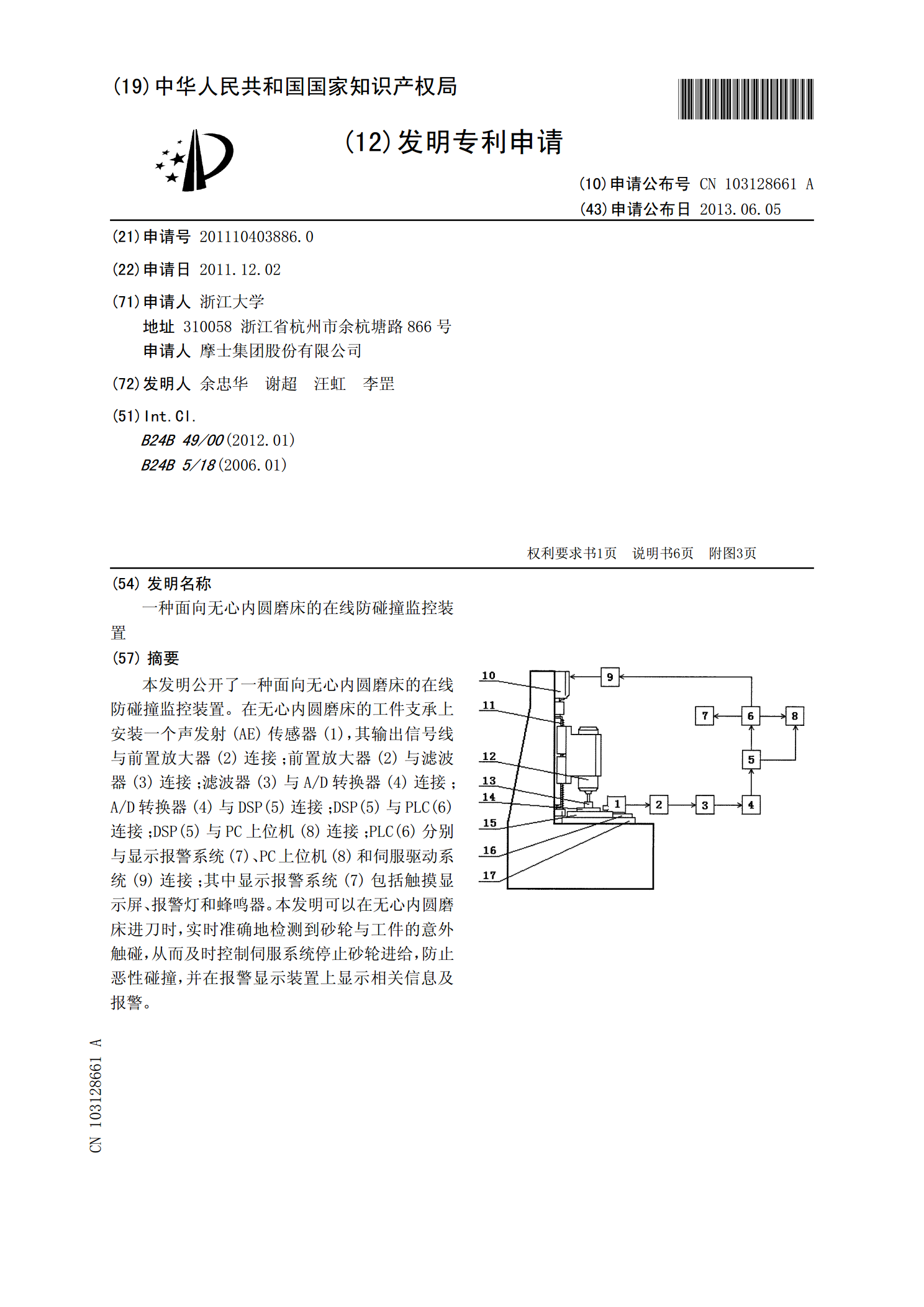
本发明公开了一种面向无心内圆磨床的在线防碰撞监控装置。在无心内圆磨床的工件支承上安装一个声发射(AE)传感器(1),其输出信号线与前置放大器(2)连接;前置放大器(2)与滤波器(3)连接;滤波器(3)与A/D转换器(4)连接;A/D转换器(4)与DSP(5)连接;DSP(5)与PLC(6)连接;DSP(5)与PC上位机(8)连接;PLC(6)分别与显示报警系统(7)、PC上位机(8)和伺服驱动系统(9)连接;其中显示报警系统(7)包括触摸显示屏、报警灯和蜂鸣器。本发明可以在无心内圆磨床进刀时,实时准确地检

一种无心磨床的调节杆装置.pdf
一种无心磨床的调节杆装置,包括:调节杆、粗调齿轮、前端轴承座、第一轴承、第一前端轴承盖、锁块、小圆螺母、后端轴承座、后端轴承盖、第二轴承、调节螺母、调节蜗轮、第二前端轴承盖、端盖、大圆螺母、螺母衬套、第三轴承、第四轴承、第一止动垫圈、第二止动垫圈,调节杆后端安装第二轴承、后端轴承座和后端轴承盖;调节杆中部安装调节蜗轮,调节蜗轮的外侧安装螺母衬套,调节蜗轮和螺母衬套之间安装第三轴承、第四轴承和第二止动垫圈;调节杆前端安装一对第一轴承、小圆螺母、第一止动垫圈和小圆螺母,两第一轴承外部分别安装第一前端轴承盖、前
无心磨床自动接理料装置.pdf
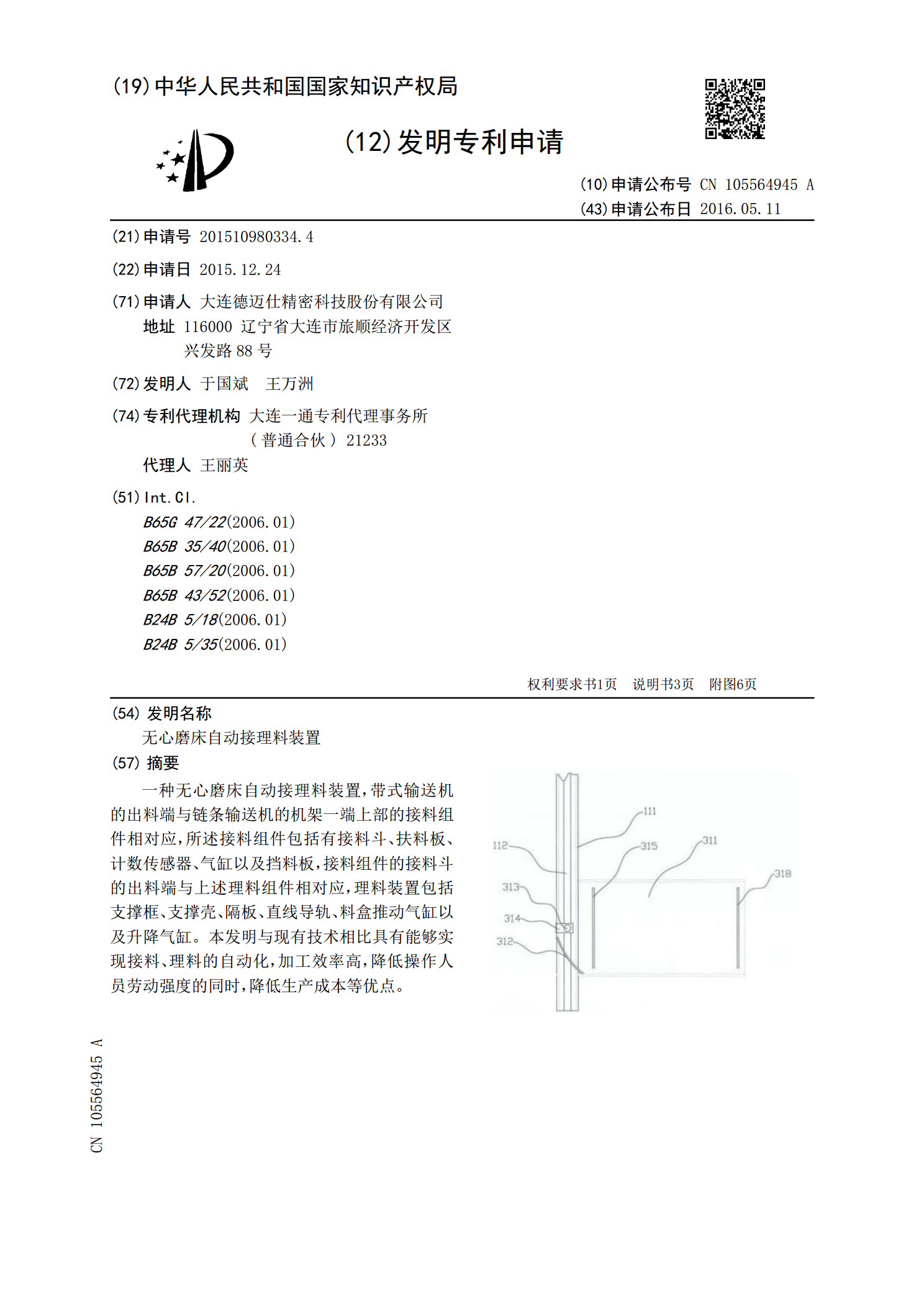
一种无心磨床自动接理料装置,带式输送机的出料端与链条输送机的机架一端上部的接料组件相对应,所述接料组件包括有接料斗、扶料板、计数传感器、气缸以及挡料板,接料组件的接料斗的出料端与上述理料组件相对应,理料装置包括支撑框、支撑壳、隔板、直线导轨、料盒推动气缸以及升降气缸。本发明与现有技术相比具有能够实现接料、理料的自动化,加工效率高,降低操作人员劳动强度的同时,降低生产成本等优点。

一种无心磨床装置.pdf
本发明的目的是提供一种无心磨床装置,包括砂轮、导轮、工件、托板、床身、砂轮修整器、导轮修整器、导轮进给机构、砂轮进给机构、伺服电机、机械手、控制柜,工件由托板支承,砂轮和导轮分别位于托板两侧,砂轮进给机构用于控制砂轮的进给,导轮进给机构用于控制导轮的进给,机械手位于砂轮、导轮的一侧,采用CNC数控控制机械手通过抓取工件完成上下料操作;本发明的有益效果:通过采用伺服电机驱动进给装置,实现了无心磨床的自动修整和自动补偿,同时采用CNC数控控制机械手进行自动上下料,极大缩短了加工过程中的辅助时间,减小工人劳动强