
一种无侧刃粗拉刀齿尖崩刃的高效修磨方法.pdf

努力****晓骞


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种无侧刃粗拉刀齿尖崩刃的高效修磨方法.pdf
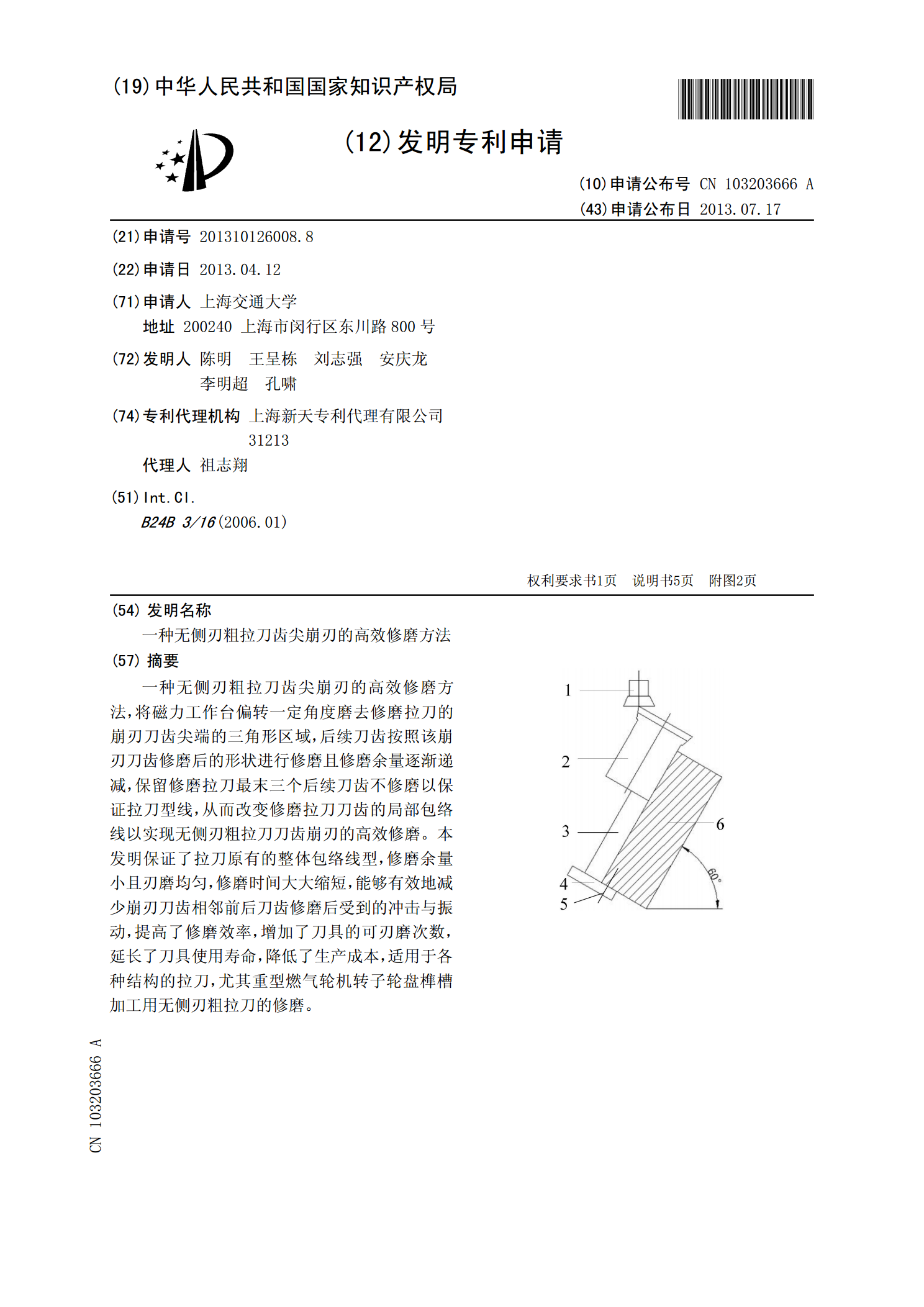
一种无侧刃粗拉刀齿尖崩刃的高效修磨方法,将磁力工作台偏转一定角度磨去修磨拉刀的崩刃刀齿尖端的三角形区域,后续刀齿按照该崩刃刀齿修磨后的形状进行修磨且修磨余量逐渐递减,保留修磨拉刀最末三个后续刀齿不修磨以保证拉刀型线,从而改变修磨拉刀刀齿的局部包络线以实现无侧刃粗拉刀刀齿崩刃的高效修磨。本发明保证了拉刀原有的整体包络线型,修磨余量小且刃磨均匀,修磨时间大大缩短,能够有效地减少崩刃刀齿相邻前后刀齿修磨后受到的冲击与振动,提高了修磨效率,增加了刀具的可刃磨次数,延长了刀具使用寿命,降低了生产成本,适用于各种结构
滚齿刀的刃磨ppt课件.ppt
滚刀的刃磨数控滚刀检查仪DIN3968检查新滚刀零度前角滚刀刃磨时砂轮的位置零度前角滚刀刃磨时砂轮的位置滚刀刃磨的运动砂轮的修整及砂轮位置的确定滚刀刃磨的操作过程负前角滚刀砂轮位置的确定正前角滚刀滚刀刃磨时砂轮位置砂轮的选择和切削用量砂轮的选择和切削用量滚刀刃磨的检查项目和精度滚刀刃磨的检查项目和精度检查滚刀前刀面的径向性检查滚刀前刀面的径向性滚刀前刀面等分精度的检查最简单的检查仪器和方法前刀面的累积误差测量结果

刨齿刀角度刃磨组合夹具.pdf
本发明涉及一种刨齿刀角度刃磨组合夹具,其特征在于:包括用于固定在工具磨床上的底座,所述底座连接有刀具安装座,所述刀具安装座上开设有至少一个用于安装刀具的夹刀槽,所述刀具安装座设置有使之与第一竖直参考平面相交的前角,所述夹刀槽设置有使之与第二竖直参考平面相交的刃倾角,所述第一竖直参考平面与第二竖直参考平面相垂直。该刨齿刀角度刃磨组合夹具调整方便、操作简单、刃磨刨齿刀前角和刃倾角的角度准确,特别适用于批量刃磨。
一种四轴侧刃铣齿方法.pdf
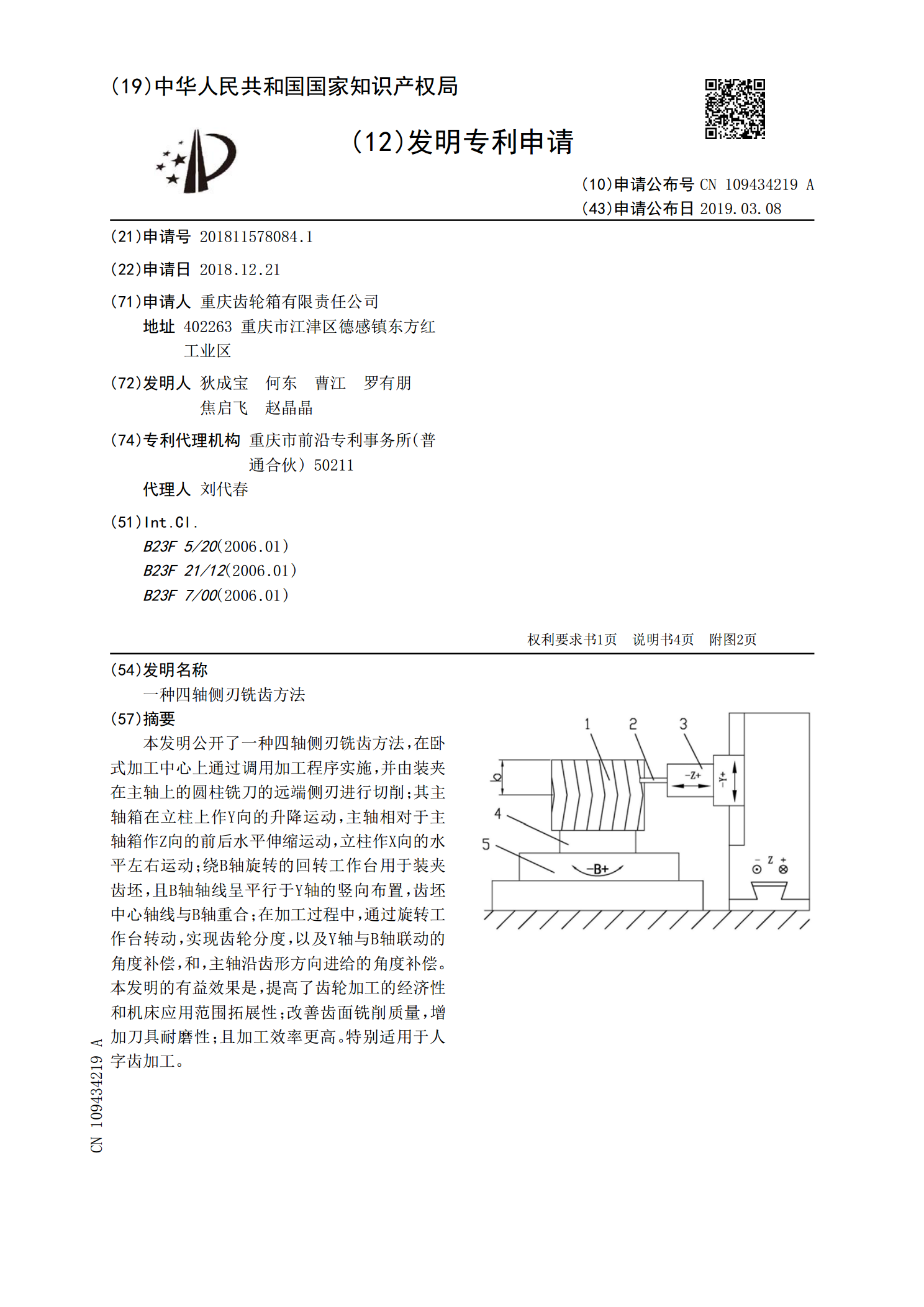
本发明公开了一种四轴侧刃铣齿方法,在卧式加工中心上通过调用加工程序实施,并由装夹在主轴上的圆柱铣刀的远端侧刃进行切削;其主轴箱在立柱上作Y向的升降运动,主轴相对于主轴箱作Z向的前后水平伸缩运动,立柱作X向的水平左右运动;绕B轴旋转的回转工作台用于装夹齿坯,且B轴轴线呈平行于Y轴的竖向布置,齿坯中心轴线与B轴重合;在加工过程中,通过旋转工作台转动,实现齿轮分度,以及Y轴与B轴联动的角度补偿,和,主轴沿齿形方向进给的角度补偿。本发明的有益效果是,提高了齿轮加工的经济性和机床应用范围拓展性;改善齿面铣削质量,增

齿座刃磨机.pdf
本发明涉及一种刃磨机,尤其是一种齿座刃磨机。包括机床本体、锯片工作台,所述机床本体上装有立柱、水平导轨、水平滑板、垂直滑板、电机、砂轮磨头,该水平导轨固接在立柱工作面上,该水平导轨上扣接有水平滑板,该水平滑板的板面上固接有垂直导轨,该垂直导轨上扣接有垂直滑板,该垂直滑板上设置有电机和砂轮磨头;所述锯片工作台上装有锯片支架、分度工作台、横向滑板、横向导轨构成,该锯片支架设置在分度工作台上,该分度工作台设置在横向滑板上,该横向滑板与横向导轨扣接,本发明的有益效果是该齿座刃磨机代替了原有的磨削设备,不但提高了锯