
全球首次采用同步攻丝技术的攻丝中心.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

全球首次采用同步攻丝技术的攻丝中心.docx
全球首次采用同步攻丝技术的攻丝中心摘要:本文主要介绍全球首次采用同步攻丝技术的攻丝中心。同步攻丝技术是一项新型技术,相较于传统攻丝技术,不仅能够提高生产效率,还能够降低产品质量缺陷率。本文将系统阐述同步攻丝技术的原理及优势,并分析该技术在攻丝中心应用中的优越性,可为相关领域的人员提供参考。关键词:同步攻丝技术;攻丝中心;生产效率;产品质量;优越性引言:攻丝作为传统加工技术之一,已经广泛应用于多个领域。而在攻丝加工中,同步攻丝技术作为一项新型技术,成为了重要的研究方向。同步攻丝技术可以使攻丝更为精确,生产效

加工中心攻丝.doc
两种攻丝方式的比较1以前的加工中心为了攻丝,一般都是根据所选用的丝锥和工艺要求,在加工程序中编入一个主轴转速和正/反转指令,然后再编人G84/G74固定循环,在固定循环中给出有关的数据,其中Z轴的进给速度是根据F=丝锥螺距×主轴转速得出,这样才能加工出需要的螺孔来。虽然从表面上看主轴转速与进给速度是根据螺距配合运行的,但是主轴的转动角度是不受控的,而且主轴的角度位置与Z轴的进给没有任何同步关系,仅仅依靠恒定的主轴转速与进给速度的配合是不够的。主轴的转速在攻丝的过程中需要经历一个停止-正转-停止-反转-停止

加工中心刚性攻丝.doc
加工中心刚性攻丝2009-10-2421:34:551.两种攻丝方式的比较以前的加工中心为了攻丝,一般都是根据所选用的丝锥和工艺要求,在加工程序中编入一个主轴转速和正/反转指令,然后再编人G84/G74固定循环,在固定循环中给出有关的数据,其中Z轴的进给速度是根据F=丝锥螺距×主轴转速得出,这样才能加工出需要的螺孔来。虽然从表面上看主轴转速与进给速度是根据螺距配合运行的,但是主轴的转动角度是不受控的,而且主轴的角度位置与Z轴的进给没有任何同步关系,仅仅依靠恒定的主轴转速与进给速度的配合是不够的。主轴的转速
高速同步攻丝调整方法.pdf
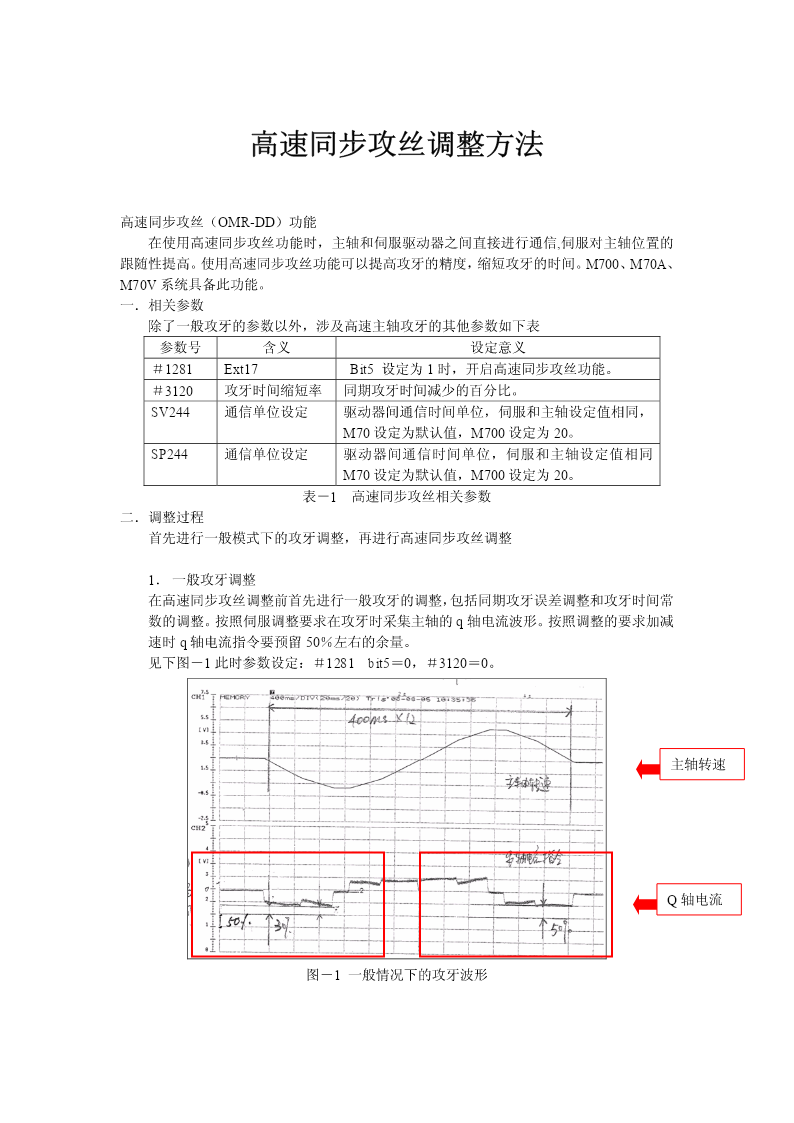
高速同步攻丝调整方法高速同步攻丝(OMR-DD)功能在使用高速同步攻丝功能时,主轴和伺服驱动器之间直接进行通信,伺服对主轴位置的跟随性提高。使用高速同步攻丝功能可以提高攻牙的精度,缩短攻牙的时间。M700、M70A、M70V系统具备此功能。一.相关参数除了一般攻牙的参数以外,涉及高速主轴攻牙的其他参数如下表参数号含义设定意义#1281Ext17Bit5设定为1时,开启高速同步攻丝功能。#3120攻牙时间缩短率同期攻牙时间减少的百分比。SV244通信单位设定驱动器间通信时间单位,伺服和主轴设定值相同,M70

数控加工中心刚性攻丝作用.docx
数控加工中心刚性攻丝作用数控加工中心刚性攻丝功能刚性攻丝已变成数控加工中心上的必需作用,调整好此作用,使其做到快速高效率高精度的特性,以充足客户普遍的生产要求是很必需的,针对精度规定高的浅孔,应依据选数控加工中心用适合的攻丝方式和有效设定数控机床紧要参数等方式来完成。数控加工中心刚性攻丝刚性攻丝与一般攻丝的较为在平常的攻丝循环系统时G74/G84(M系列产品),G84/G88(T系列),主轴的转动和Z轴的进给量是各自操纵的,主轴和进给轴的加/降速也是单独解决的,因此不能够严苛地考虑以上的标准,尤其是攻丝抵