
一种钻气门孔夹具的翻板机.pdf

邻家****mk


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钻气门孔夹具的翻板机.pdf
一种钻气门孔夹具的翻板机,由底板(1)、面板(2)、回位定位块Ⅰ(3)、回位定位块Ⅱ(4)、回位定位底座(5)、基准块(6)、圆周定杆(7)组成,其特征在于:所述的安装在面板上的基准块(6)和压爪机构中基准座(8)组成的同一表面,实现对轮毂的轴向定位本发明,机床加工的动作是有一台5轴机器人执行的,一双工位旋转工作台进行配合,由计算机控制系统控制实现对工件全方位360o的加工。让汽车行业铝件产品的毛刺去除实现了,加工工件可随时任意更换,去除毛刺实现了自动化,减少了工人的劳动强度。

一种汽车轮辋钻气门孔限位夹具.pdf
本发明是一种汽车轮辋钻气门孔限位夹具,包括通过内角圆柱头螺钉固定在工作台上的夹具底板,在夹具底板上设置有调节槽,在调节槽内滑动设置有两个连杆,每个连杆分别通过顶杆连接轴与夹具底板固定,插入每个顶杆连接轴设置有顶杆,在两个连杆的一端连接,穿过两个连杆的连接处设置有连杆连接轴,连杆连接轴通过螺钉固定,在螺钉与连接轴中间设置有平垫圈。本发明将需要限位夹具放置工作台上,将需要加工的工件放置在夹具底板上,通过顶杆连接轴和顶杆固定工件,通过连杆连接轴和螺钉固定连杆,使用时将顶杆滑到合适位置,顶往外轮辋,然后缩进顶杆,

一种钻等分孔夹具.pdf
本发明公开了一种钻等分孔夹具,包括固定在工作台上的夹具体、固定工件的旋转台和油缸;所述夹具体为圆盘形,且夹具体的顶面的中心上开有容置槽;所述容置槽的底面中心上开有导向孔;所述旋转台为圆形,且其位于容置槽内;所述旋转台的圆周上,延伸有多个卡块;所述卡块绕旋转台的轴线环形陈列排布;所述夹具体上设有与卡块相对应的卡槽,且卡槽与容置槽相通;所述油缸位于夹具体的正下方,且油缸的活塞杆穿过导向孔;所述油缸的活塞杆顶端,与旋转台的底部相连,且旋转台可绕活塞杆旋转。采用本发明的钻等分孔夹具,不仅能够精确加工工件上的等分孔
一种钻中心孔用的衬套夹具.pdf
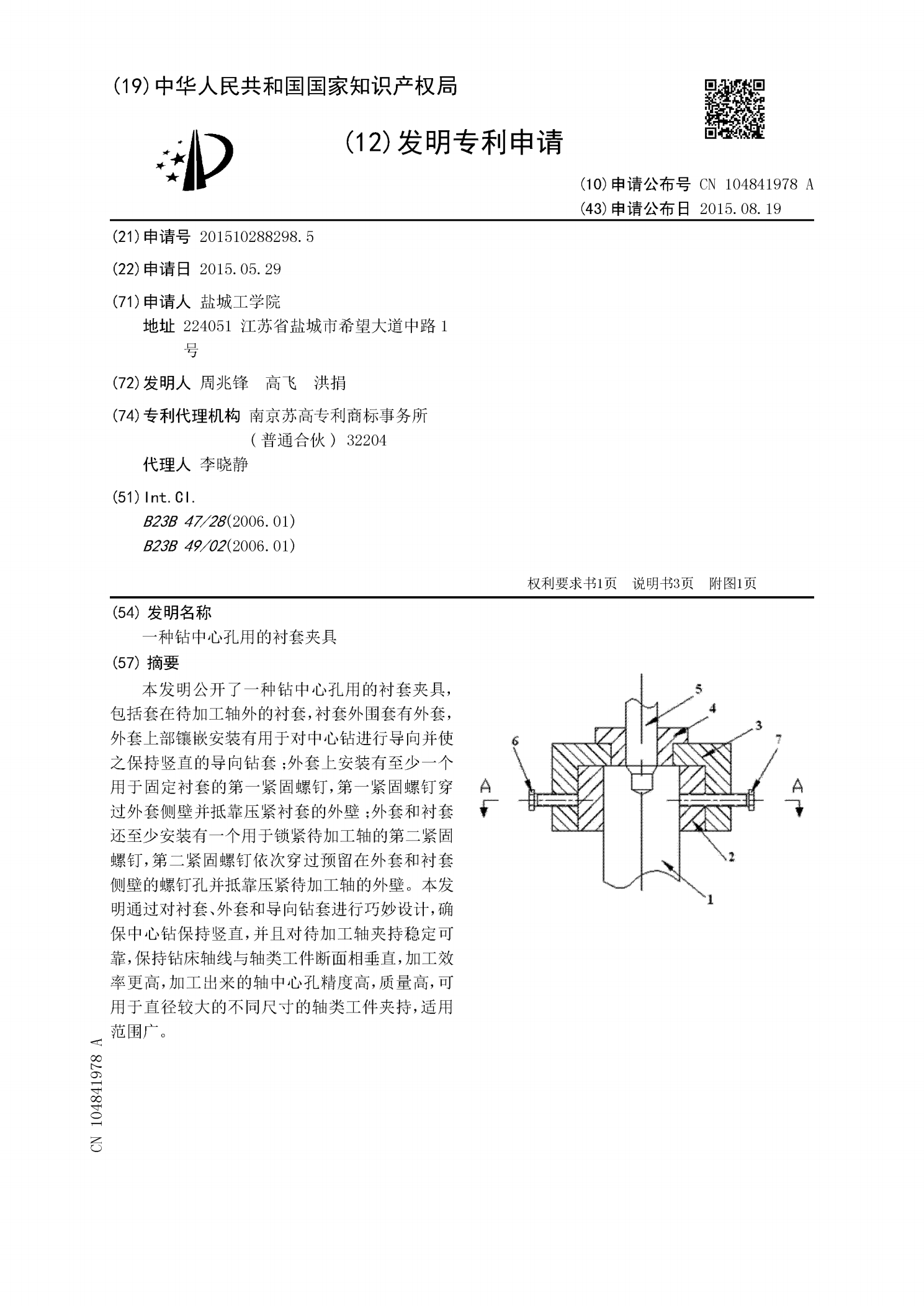
本发明公开了一种钻中心孔用的衬套夹具,包括套在待加工轴外的衬套,衬套外围套有外套,外套上部镶嵌安装有用于对中心钻进行导向并使之保持竖直的导向钻套;外套上安装有至少一个用于固定衬套的第一紧固螺钉,第一紧固螺钉穿过外套侧壁并抵靠压紧衬套的外壁;外套和衬套还至少安装有一个用于锁紧待加工轴的第二紧固螺钉,第二紧固螺钉依次穿过预留在外套和衬套侧壁的螺钉孔并抵靠压紧待加工轴的外壁。本发明通过对衬套、外套和导向钻套进行巧妙设计,确保中心钻保持竖直,并且对待加工轴夹持稳定可靠,保持钻床轴线与轴类工件断面相垂直,加工效率更

钻Φ10孔夹具设计.docx
题目端盖零件的机械加工工艺规程和钻φ10孔夹具设计学生所在校专业学号学生指导教师目录设计目的及背景.............................................3零件的工艺分析1.零件的用途、技术要求及工艺分析................................................................3二、零件的工艺规程设计2·1由要求可知该零件的生产类型为中批或大批生产..................................42