
一种汽车水泵叶轮、用于生产叶轮的模具及叶轮制作方法.pdf

Jo****31


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车水泵叶轮、用于生产叶轮的模具及叶轮制作方法.pdf
本发明公开了一种汽车水泵叶轮、用于生产叶轮的模具及叶轮制作方法,它包括底盘(1)和叶片(2),所述叶片(2)为八片,叶片(2)与底盘(1)连接处设有至少一个叶片倒角(3-1),所述叶片(2)为弧形结构,所述叶片(2)垂直设置于底盘(1)上并与底盘(1)呈离散形连接状态,所述底盘(1)中间设有弧状坡形通孔(4),所述通孔(4)直径与底盘(1)直径比例为4:1,所述底盘(1)直径与底盘(1)宽度比例为4:1,所述叶片(2)外围弧度与内围弧度为28-30mm,所述坡形通孔(4)、叶片(2)与底盘(1)为整体式结

一种水泵叶轮及用于拆卸该水泵叶轮的工具.pdf
本发明公开了一种水泵叶轮及用于拆卸该水泵叶轮的工具,内六角螺栓伸入安装孔内,并与六角螺母配合,旋拧内六角螺栓,使其与六角螺母紧密配合,然后转动丝杠,使丝杠的外伸端与叶轮轴顶紧,并逐步向内伸入,进而使叶轮本体与叶轮轴脱离。由于叶轮轴与泵体主轴连接,因此叶轮本体与叶轮轴脱离后即可与泵体脱离,这样就可以在不拆卸泵体的情况下进行水封的更换或维修。本发明便于在不拆水泵的状态下拆卸叶轮。

用于水泵叶轮成型的铸造模具.pdf
本发明公开了一种用于水泵叶轮成型的铸造模具,涉及水泵生产机械设备领域,包括左半模和右半模,以及其内部开设的弧形空腔,弧形空腔内设有受热膨胀件,左半模和右半模之间设有可伸进弧形空腔内的转动杆,转动杆的两端均与受热膨胀件固接;左半模的上部设有左锁接块,右半模的上部设有右锁接块,左锁接块和右锁接块内均开设有条形槽,左锁接块上可拆卸连接有伸进右锁接块内条形槽的左齿条,右锁接块上可拆卸连接有伸进左锁接块内条形槽的右齿条,转动杆的上部固接有与左齿条和右齿条啮合的齿轮。本发明解决了因受热膨胀的型腔会挤压两个半模向外扩张

用于生产叶轮的注塑模具.pdf
本发明公开了一种用于生产叶轮的注塑模具,其技术方案要点是,包括模架,模架上设置有相互贴合的上模与下模,模架上设置有贯穿上模与下模的导柱,上模与下模的合模面上设置有用于加工叶轮顶盖的第一模腔,模架内固定设置有固定柱,固定柱顶部与下模远离上模的一面接触且接触面上设置有用于加工叶轮体的第二模腔,上模远离下模的一侧设置有上副板,上副板上设置有供塑料进入的浇口,且上模内部设置有连通浇口与第一模腔的第一流道,下模上设置有连通第一流道与第二模腔的第二流道。
叶轮及应用该叶轮的水泵.pdf
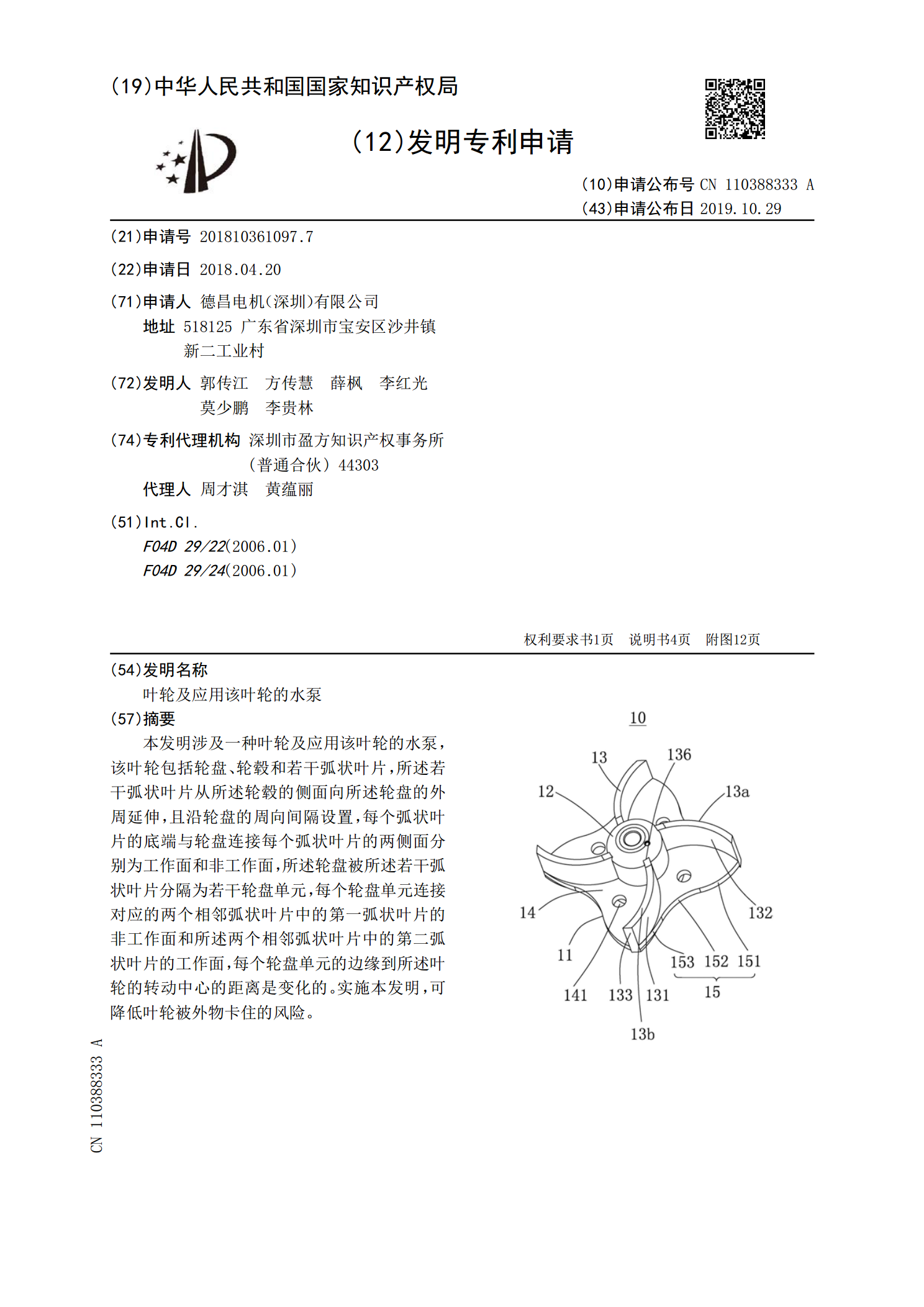
本发明涉及一种叶轮及应用该叶轮的水泵,该叶轮包括轮盘、轮毂和若干弧状叶片,所述若干弧状叶片从所述轮毂的侧面向所述轮盘的外周延伸,且沿轮盘的周向间隔设置,每个弧状叶片的底端与轮盘连接每个弧状叶片的两侧面分别为工作面和非工作面,所述轮盘被所述若干弧状叶片分隔为若干轮盘单元,每个轮盘单元连接对应的两个相邻弧状叶片中的第一弧状叶片的非工作面和所述两个相邻弧状叶片中的第二弧状叶片的工作面,每个轮盘单元的边缘到所述叶轮的转动中心的距离是变化的。实施本发明,可降低叶轮被外物卡住的风险。