
60CrMnMo钢轧辊堆焊修复及热处理工艺.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

60CrMnMo钢轧辊堆焊修复及热处理工艺.docx
60CrMnMo钢轧辊堆焊修复及热处理工艺摘要本文以一种应用广泛的60CrMnMo钢轧辊为研究对象,介绍了一种堆焊修复及热处理工艺。通过实验表明,所设计的方案能够有效地修复轧辊表面的损伤,提高了轧辊的使用寿命和稳定性。关键词:60CrMnMo钢;堆焊修复;热处理;轧辊引言60CrMnMo钢常被用于制造高强度的轧辊,但是,在使用过程中,由于轧辊表面的磨损、撞击、热拉伸等因素的影响,轧辊表面易受到损伤、断裂。这就需要对轧辊进行堆焊修复处理和热处理,以保证轧辊的使用寿命和稳定性。堆焊修复在轧辊表面出现裂纹、磨耗

轧辊钢堆焊修复的强韧化处理工艺.pdf
本发明适用于金属材料的处理工艺技术领域,提供了一种轧辊钢堆焊修复的强韧化处理工艺,包括以下步骤:A、以9Cr2Mo合金为基材,采用高铬药芯焊丝对其表面进行堆焊修复,在基材上形成一层堆焊层,并将堆焊后的工件进行空冷至室温;B、将步骤A中空冷后的工件在200℃‑600℃下进行回火处理,回火处理时间为1‑3小时;C、将步骤B中回火处理后的工件进行炉冷处理。借此,本发明可以对9Cr2Mo轧辊钢合金轧辊进行修复后堆焊层的强韧化处理,实现报废轧辊的再利用,从而提高经济效益,降低成本。

GCr15钢冷轧辊堆焊—热处理复合工艺的探讨.docx
GCr15钢冷轧辊堆焊—热处理复合工艺的探讨随着钢铁工业的不断发展,冷轧工艺已成为现代钢材加工的主流方式之一。冷轧生产过程中,重要的一环就是辊的使用。作为冷轧机中的重要零件,辊的选材和制造工艺对于产品的质量和效率有着重要的影响。在辊的制造过程中,对于辊的材料和工艺的选择,一直是钢铁企业需要面对的重要议题。GCr15钢冷轧辊堆焊—热处理复合工艺的探讨,将为钢铁企业在辊制造领域提供新思路和方法。一、GCr15钢冷轧辊材料的选择GCr15钢是一种高碳铬轴承钢,具有高硬度、磨损性能好、耐磨性好等特点,因此被广泛应
大型轧辊堆焊修复热处理专用电阻炉.pdf
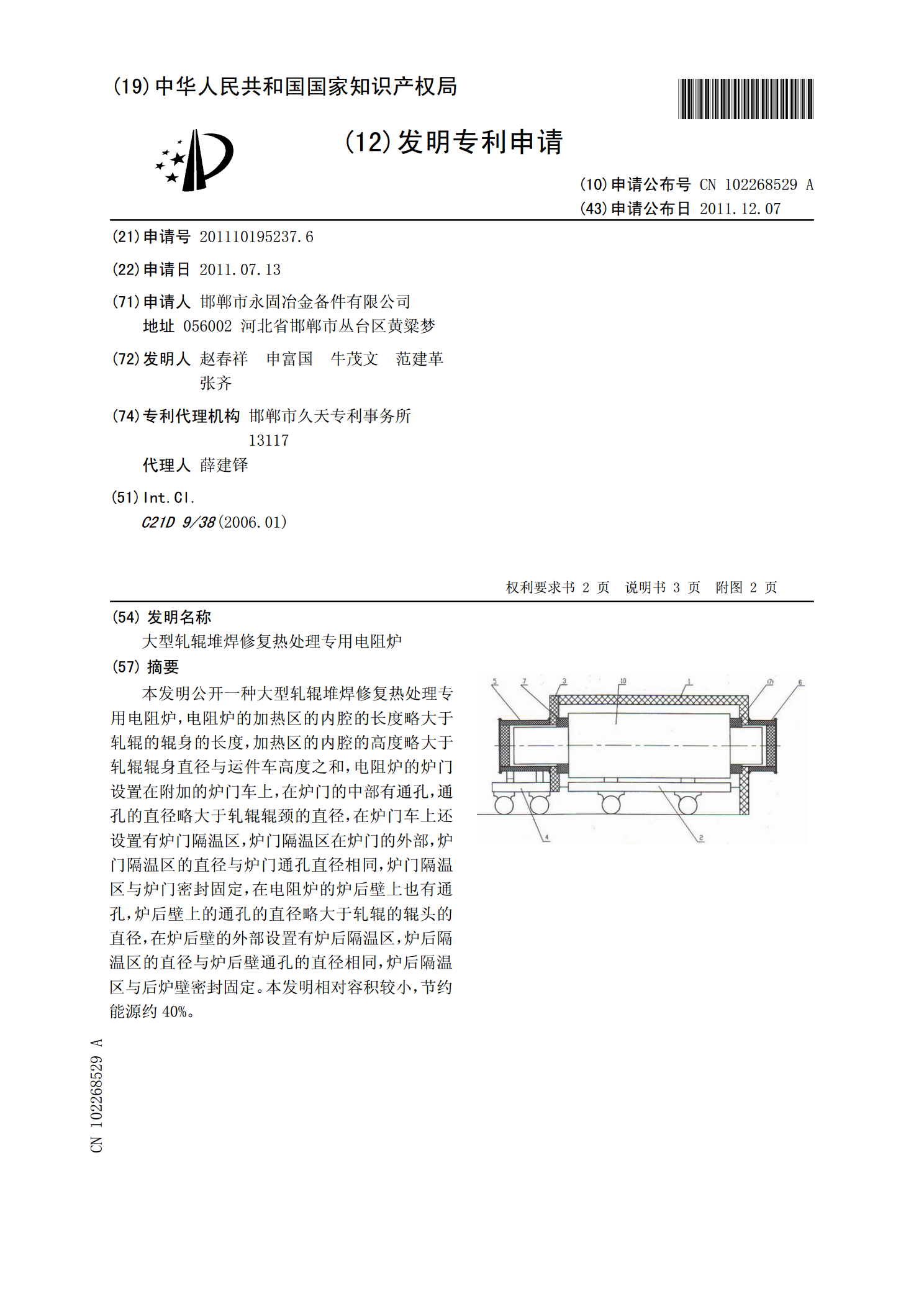
本发明公开一种大型轧辊堆焊修复热处理专用电阻炉,电阻炉的加热区的内腔的长度略大于轧辊的辊身的长度,加热区的内腔的高度略大于轧辊辊身直径与运件车高度之和,电阻炉的炉门设置在附加的炉门车上,在炉门的中部有通孔,通孔的直径略大于轧辊辊颈的直径,在炉门车上还设置有炉门隔温区,炉门隔温区在炉门的外部,炉门隔温区的直径与炉门通孔直径相同,炉门隔温区与炉门密封固定,在电阻炉的炉后壁上也有通孔,炉后壁上的通孔的直径略大于轧辊的辊头的直径,在炉后壁的外部设置有炉后隔温区,炉后隔温区的直径与炉后壁通孔的直径相同,炉后隔温区与

高速钢轧辊的热处理工艺.docx
高速钢轧辊的热处理工艺高速钢轧辊是铸钢的一种。与它们相比,它们在长时间使用中具有更高的强度、硬度和疲劳强度。然而,这些性能往往只能通过适当的热处理工艺才能达到。在本文中,我们将讨论高速钢轧辊的热处理工艺。高速钢轧辊主要由Cr、Mo、V、W等合金元素组成,这些元素使得该材料具有高温强度和磨损耐受性。它能够经受住高温、高应力以及高振动环境下的运转,并且不易受到磨损和腐蚀。表面淬火热处理是高速钢轧辊的一个重要的热处理工艺。淬火的温度通常在800℃到1100℃之间,具体取决于钢种和辊的要求。然后,辊进行速冷处理,