
砂轮特别是用于纵向磨削或横向磨削的砂轮.pdf

飞飙****ng


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
砂轮特别是用于纵向磨削或横向磨削的砂轮.pdf
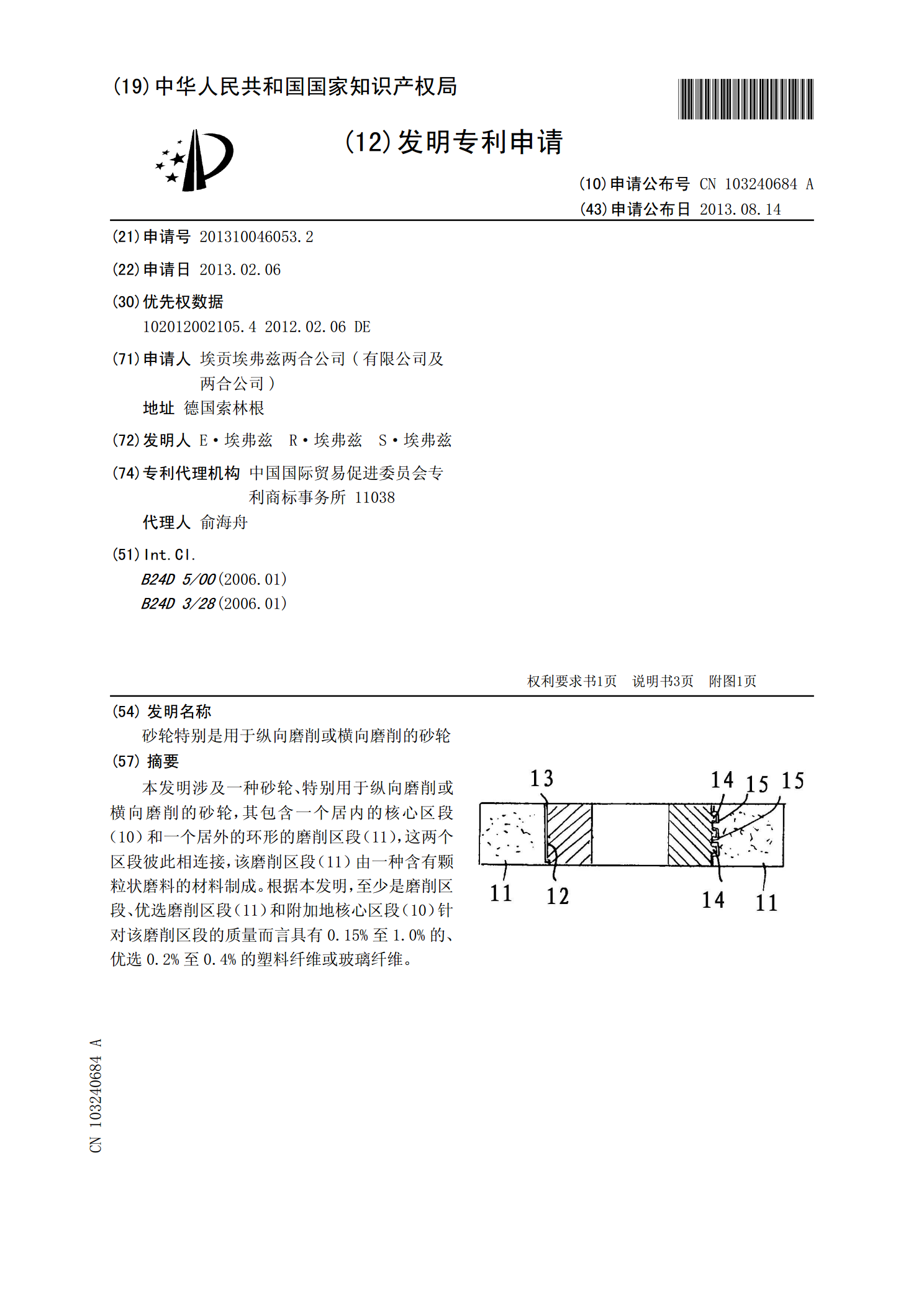
本发明涉及一种砂轮、特别用于纵向磨削或横向磨削的砂轮,其包含一个居内的核心区段(10)和一个居外的环形的磨削区段(11),这两个区段彼此相连接,该磨削区段(11)由一种含有颗粒状磨料的材料制成。根据本发明,至少是磨削区段、优选磨削区段(11)和附加地核心区段(10)针对该磨削区段的质量而言具有0.15%至1.0%的、优选0.2%至0.4%的塑料纤维或玻璃纤维。

磨削砂轮及磨削装置.pdf
本发明的课题在于提供在将磨削砂轮安装到了旋转轴上时圆板构件的周向的相位与规定的相位相一致的磨削砂轮及磨削装置。磨削砂轮(1)具有圆板构件(10)和突出设置于圆板构件(10)的侧面的砂轮构件(20),在圆板构件(10)上,在以圆板构件(10)的中心(P)为圆心的圆周上等间隔地配置奇数个第一安装孔(11),并且在以圆板构件(10)的中心(P)为圆心的圆周上等间隔地配置除了第一安装孔(11)的个数的偶数倍的个数之外的、偶数个第二安装孔(12)。磨削装置具有磨削砂轮(1)和用于供上述磨削砂轮(1)安装的旋转轴,在

磨削砂轮.pdf
磨削砂轮(1)具备圆板状的圆板部件(10)和外嵌于圆板部件(10)的外周面(10C)的环状的砂轮部件(20),所述磨削砂轮(1)形成有从圆板部件(10)的一个侧面(10A)贯通至另一个侧面(10B)的第一供液孔(12A),第一供液孔(12A)形成为:在另一个侧面(10B)开口的流入口(14)比在一个侧面(10A)的外周缘部开口的排出口(13)靠圆板部件(10)的径向内侧,在另一个侧面(10B),在比流入口(14)靠圆板部件(10)的径向外侧形成有沿圆板部件(10)的外周缘部立起的外周壁部(11)。通过该结
精密和超精密砂轮磨削精密砂轮磨削.ppt
精密与超精密磨料加工用砂轮等磨具对黑色金属、硬脆材料进行磨削加工、研磨加工、抛光加工。软质铜、铝等有色金属一般用金刚石刀具进行超精密切削。第三章精密和超精密磨料加工固结磨料加工:将磨料与结合剂粘结在一起,形成一定的形状和强度,再采用烧结、涂敷等方法制成砂轮、砂带等磨具。用烧结方法制成的砂轮、砂条、油石等称为固结磨具用涂覆方法制成的砂带等称为涂覆磨具主要包括:砂轮磨削、砂带磨削等精密和超精密加工分类游离磨料加工:磨料不固定在一起,成游离状态。传统方法主要包括:研磨、抛光新方法有:磁性研磨、弹性发射加工、磨料

一种用于磨削气门的砂轮及磨削气门的方法.pdf
本发明公开了一种用于磨削气门的砂轮及磨削气门的方法,砂轮具有与气门沿轴向外轮廓相适应的外轮廓线,所述砂轮的外轮廓线由与气门盘外圆轮廓对应的第一线段、与气门盘外锥面轮廓对应的第二线段、与气门盘内锥面轮廓对应的第三线段、与气门颈部圆弧轮廓对应的圆弧线段和与气门颈部轮廓对应的第四线段连接组成,所述砂轮外轮廓线中圆弧线段的半径小于气门颈部圆弧轮廓的半径,所述砂轮外轮廓线中第二线段的长度大于气门盘外锥面轮廓的长度。采用所述砂轮磨削气门,可以实现通过一次装夹磨削即可完成气门的磨削加工,从而提高气门加工效率和质量。