
一种工字型金属线材及其加工设备.pdf

努力****星驰


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种工字型金属线材及其加工设备.pdf
本发明公开一种工字型金属线材,其是由左右两个开口朝向相反的V型部一体形成的,两个V型部分别在张开的上、下夹脚内侧面分别凸设有一个以上的凸尖状牙点,且所述牙点在上、下夹脚内侧面上下对应设置;压靠安装在布带上的金属线材呈工字型。加工该金属线材的压延装置包括有相对旋转且呈十字分布的上、下、左、右四个压延轮,四个压延轮分别连接有上、下、左、右四个传动机构和上、下、左、右四个进给调距装置,所述上、下、左、右四个压延轮的轮间隙形状与金属线材的形状相匹配,以延压出金属线材。本发明的金属线材极大地改善了金属线材的咬合强度

一种金属线材加工处理设备.pdf
本发明公开了一种金属线材加工处理设备,包括主机体、安装在所述主机体上的夹持组件、安装在所述主机体内的卷绕组件以及安装在所述主机体上的穿线组件,所述卷绕组件包括设置在所述主机体内的驱动空间,所述驱动空间顶壁转动安装有伸出所述主机体顶部端面的转动轴,所述转动轴顶端一体式设有矩形部,所述矩形部外周套装一个绕线轮,所述矩形部内还设有将所述绕线轮锁定的锁定组件;本发明的金属线材加工处理设备在绕线轮停止转动时,可同步对金属线材切断,也可同步将绕线轮停止转动,也可同步将绕线轮解锁,通过夹持臂上的电磁铁对铁片吸附,可自动
一种金属线材加工设备.pdf
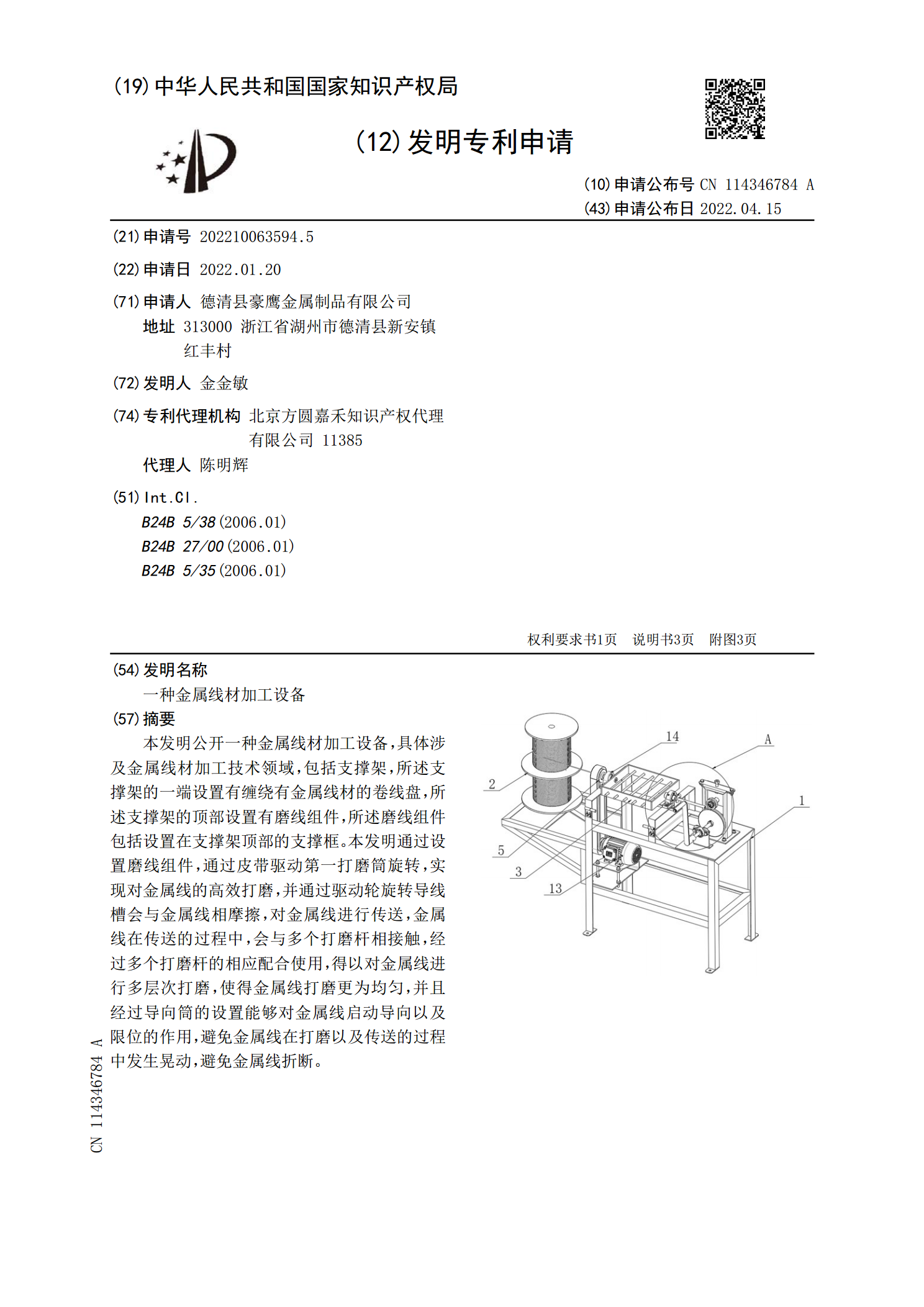
本发明公开一种金属线材加工设备,具体涉及金属线材加工技术领域,包括支撑架,所述支撑架的一端设置有缠绕有金属线材的卷线盘,所述支撑架的顶部设置有磨线组件,所述磨线组件包括设置在支撑架顶部的支撑框。本发明通过设置磨线组件,通过皮带驱动第一打磨筒旋转,实现对金属线的高效打磨,并通过驱动轮旋转导线槽会与金属线相摩擦,对金属线进行传送,金属线在传送的过程中,会与多个打磨杆相接触,经过多个打磨杆的相应配合使用,得以对金属线进行多层次打磨,使得金属线打磨更为均匀,并且经过导向筒的设置能够对金属线启动导向以及限位的作用,
一种金属线材送料机构及加工设备.pdf
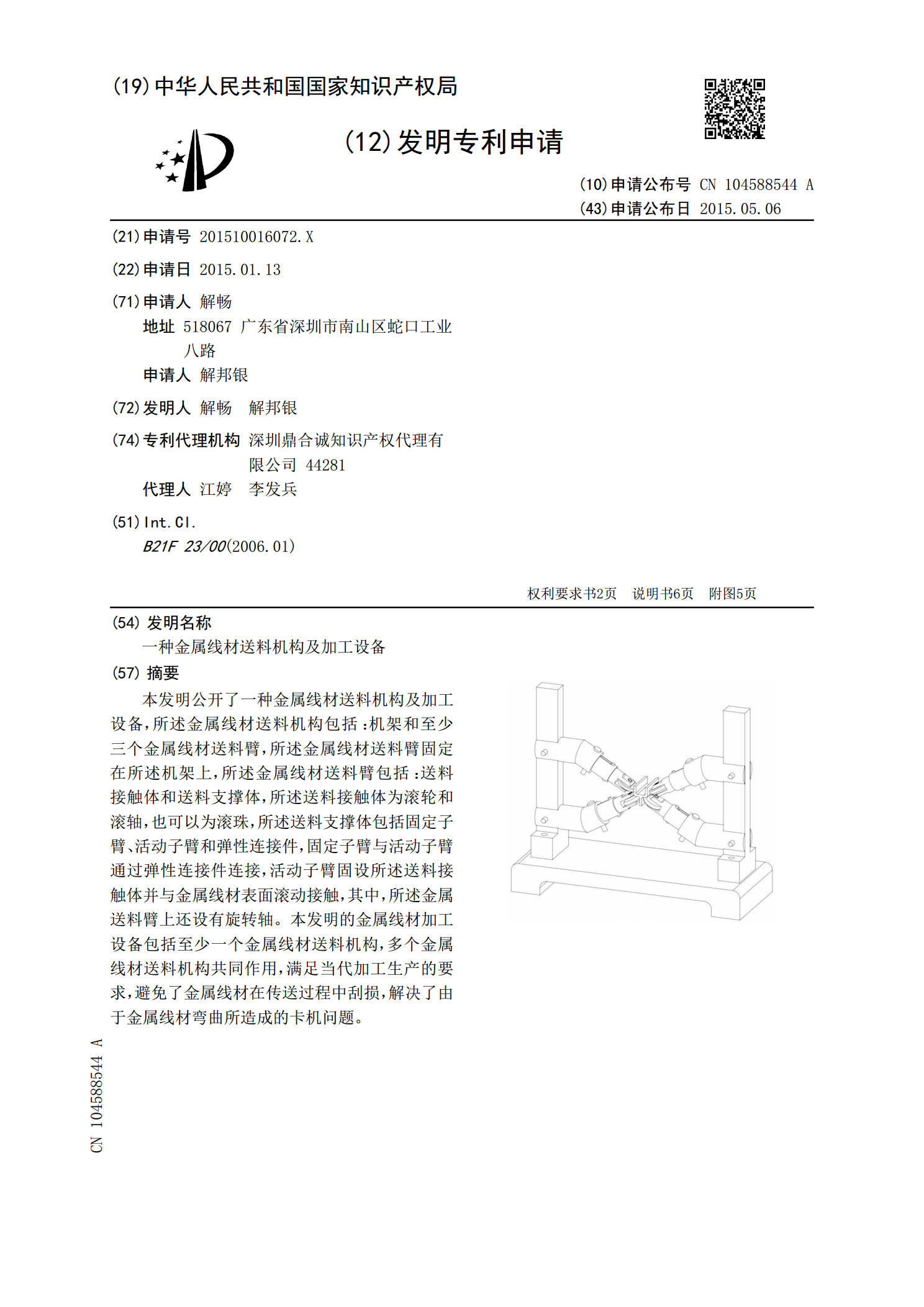
本发明公开了一种金属线材送料机构及加工设备,所述金属线材送料机构包括:机架和至少三个金属线材送料臂,所述金属线材送料臂固定在所述机架上,所述金属线材送料臂包括:送料接触体和送料支撑体,所述送料接触体为滚轮和滚轴,也可以为滚珠,所述送料支撑体包括固定子臂、活动子臂和弹性连接件,固定子臂与活动子臂通过弹性连接件连接,活动子臂固设所述送料接触体并与金属线材表面滚动接触,其中,所述金属送料臂上还设有旋转轴。本发明的金属线材加工设备包括至少一个金属线材送料机构,多个金属线材送料机构共同作用,满足当代加工生产的要求,
一种金属线材扭曲加工设备的扭曲机构.pdf
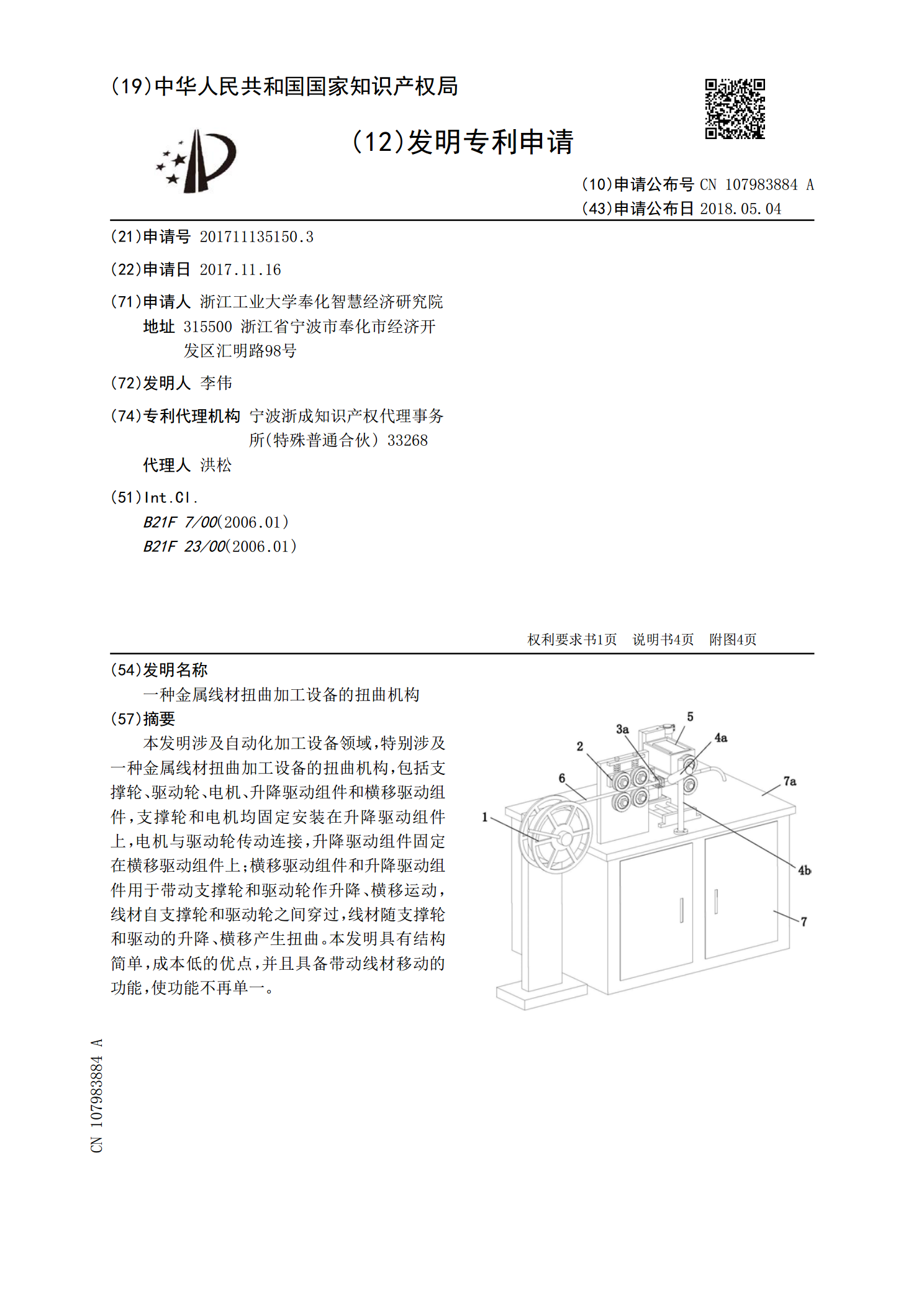
本发明涉及自动化加工设备领域,特别涉及一种金属线材扭曲加工设备的扭曲机构,包括支撑轮、驱动轮、电机、升降驱动组件和横移驱动组件,支撑轮和电机均固定安装在升降驱动组件上,电机与驱动轮传动连接,升降驱动组件固定在横移驱动组件上;横移驱动组件和升降驱动组件用于带动支撑轮和驱动轮作升降、横移运动,线材自支撑轮和驱动轮之间穿过,线材随支撑轮和驱动的升降、横移产生扭曲。本发明具有结构简单,成本低的优点,并且具备带动线材移动的功能,使功能不再单一。