
一种轮槽精拉刀齿形数控磨削工艺.pdf

慧娇****文章


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮槽精拉刀齿形数控磨削工艺.pdf
本发明公开了一种轮槽精拉刀齿形数控磨削工艺,包括如下步骤:Ⅰ、将轮槽拉刀置于正弦磁力台上,利用砂轮对轮槽拉刀进行粗磨齿形和半精磨齿形;Ⅱ、对轮槽拉刀进行人工时效处理;Ⅲ、利用精磨砂轮对轮槽拉刀齿形精密成形磨削加工;Ⅳ、利用铲磨后角砂轮铲磨轮槽拉刀的齿后角;Ⅴ、利用铲磨轮切齿形砂轮铲磨轮槽拉刀的轮切齿形。本发明具有精度高、效率高、可靠性高的优点,适用于国外进口大型复杂高精度轮槽拉床,改善了轮槽拉削效果,提高了轮槽拉削工作效率。

一种带有轮切齿形的轮槽精拉刀.pdf
本发明涉及一种轮槽拉刀,具体公开了一种带有轮切齿形的轮槽精拉刀,包括支撑部(1),支撑部(1)上设有依次排列的第一拉刀部(2)和第二拉刀部(3);所述第一拉刀部(2)由多组轮切单元组(4)构成,每组轮切单元组(4)由多个高度相同而轮廓不同的轮切单元(5)构成;所述第二拉刀部(3)由多个校准单元(6)构成;所述校准单元(6)与轮切单元(5)之间高度相同而轮廓不同。本发明具有容易分屑卷屑、切削力较小、切削负荷较小、拉刀振动较小、轮槽拉削效果较好和轮槽拉削的工作效率较高的特点。
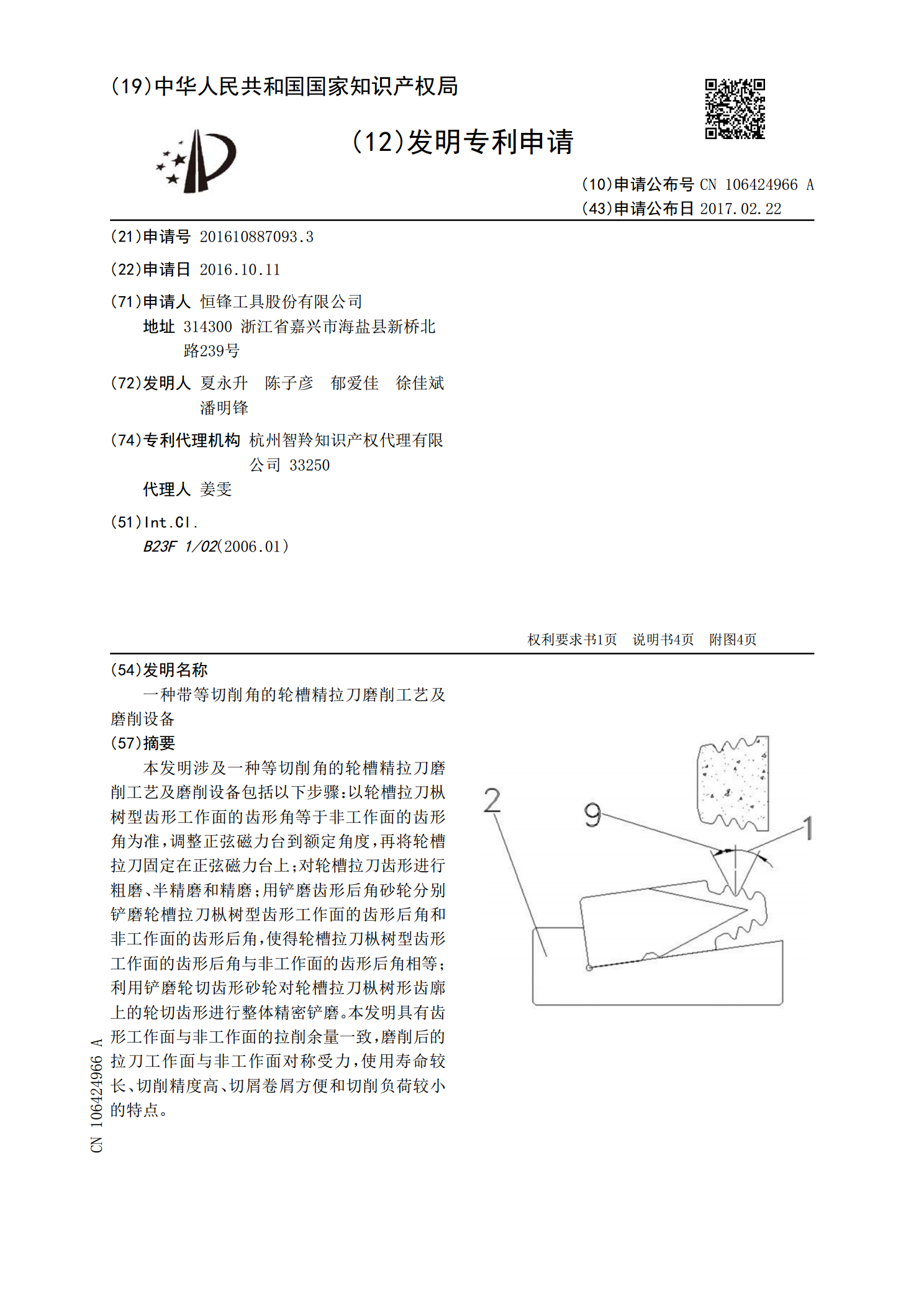
一种带等切削角的轮槽精拉刀磨削工艺及磨削设备.pdf
本发明涉及一种等切削角的轮槽精拉刀磨削工艺及磨削设备包括以下步骤:以轮槽拉刀枞树型齿形工作面的齿形角等于非工作面的齿形角为准,调整正弦磁力台到额定角度,再将轮槽拉刀固定在正弦磁力台上;对轮槽拉刀齿形进行粗磨、半精磨和精磨;用铲磨齿形后角砂轮分别铲磨轮槽拉刀枞树型齿形工作面的齿形后角和非工作面的齿形后角,使得轮槽拉刀枞树型齿形工作面的齿形后角与非工作面的齿形后角相等;利用铲磨轮切齿形砂轮对轮槽拉刀枞树形齿廓上的轮切齿形进行整体精密铲磨。本发明具有齿形工作面与非工作面的拉削余量一致,磨削后的拉刀工作面与非工作
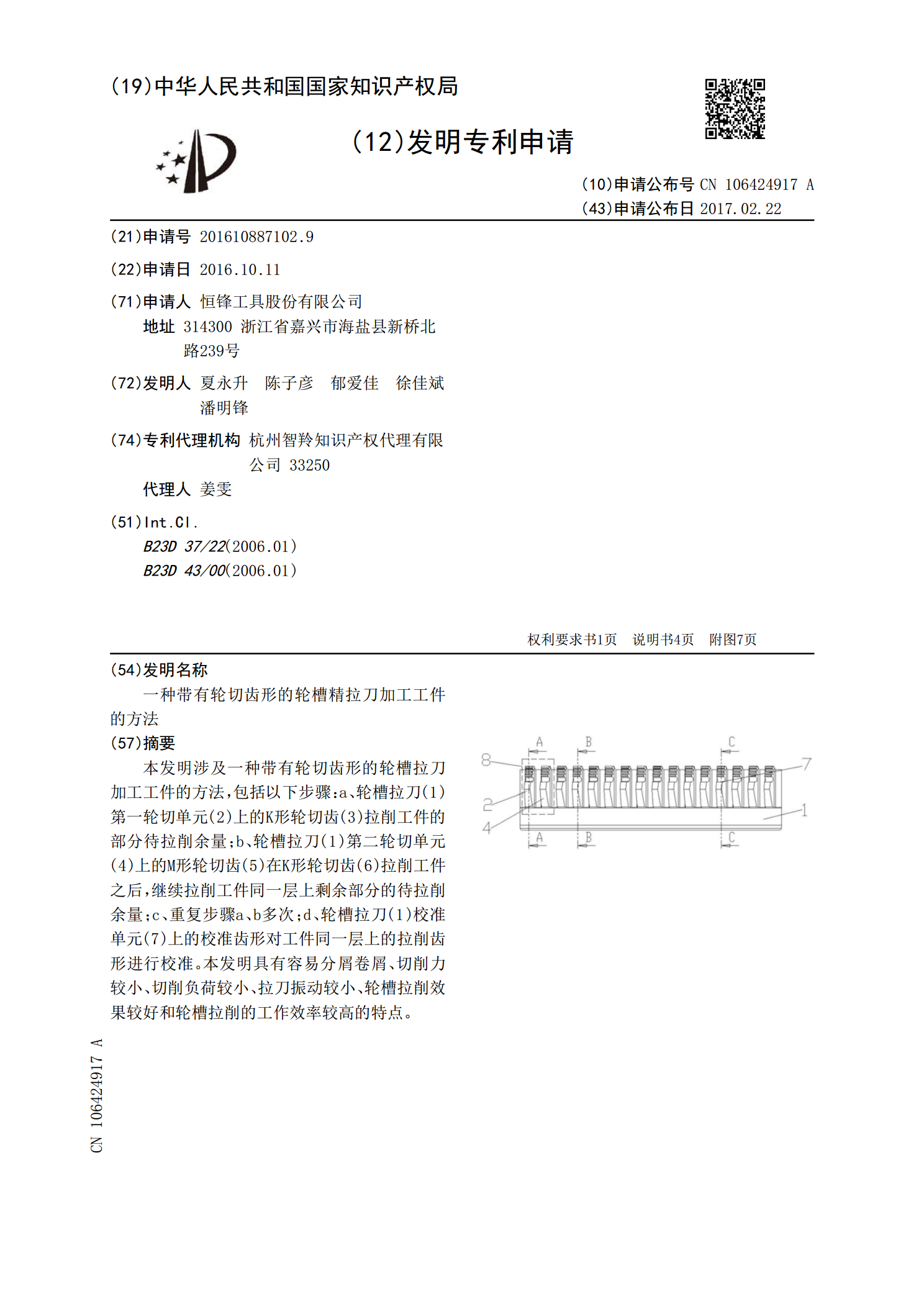
一种带有轮切齿形的轮槽精拉刀加工工件的方法.pdf
本发明涉及一种带有轮切齿形的轮槽拉刀加工工件的方法,包括以下步骤:a、轮槽拉刀(1)第一轮切单元(2)上的K形轮切齿(3)拉削工件的部分待拉削余量;b、轮槽拉刀(1)第二轮切单元(4)上的M形轮切齿(5)在K形轮切齿(6)拉削工件之后,继续拉削工件同一层上剩余部分的待拉削余量;c、重复步骤a、b多次;d、轮槽拉刀(1)校准单元(7)上的校准齿形对工件同一层上的拉削齿形进行校准。本发明具有容易分屑卷屑、切削力较小、切削负荷较小、拉刀振动较小、轮槽拉削效果较好和轮槽拉削的工作效率较高的特点。
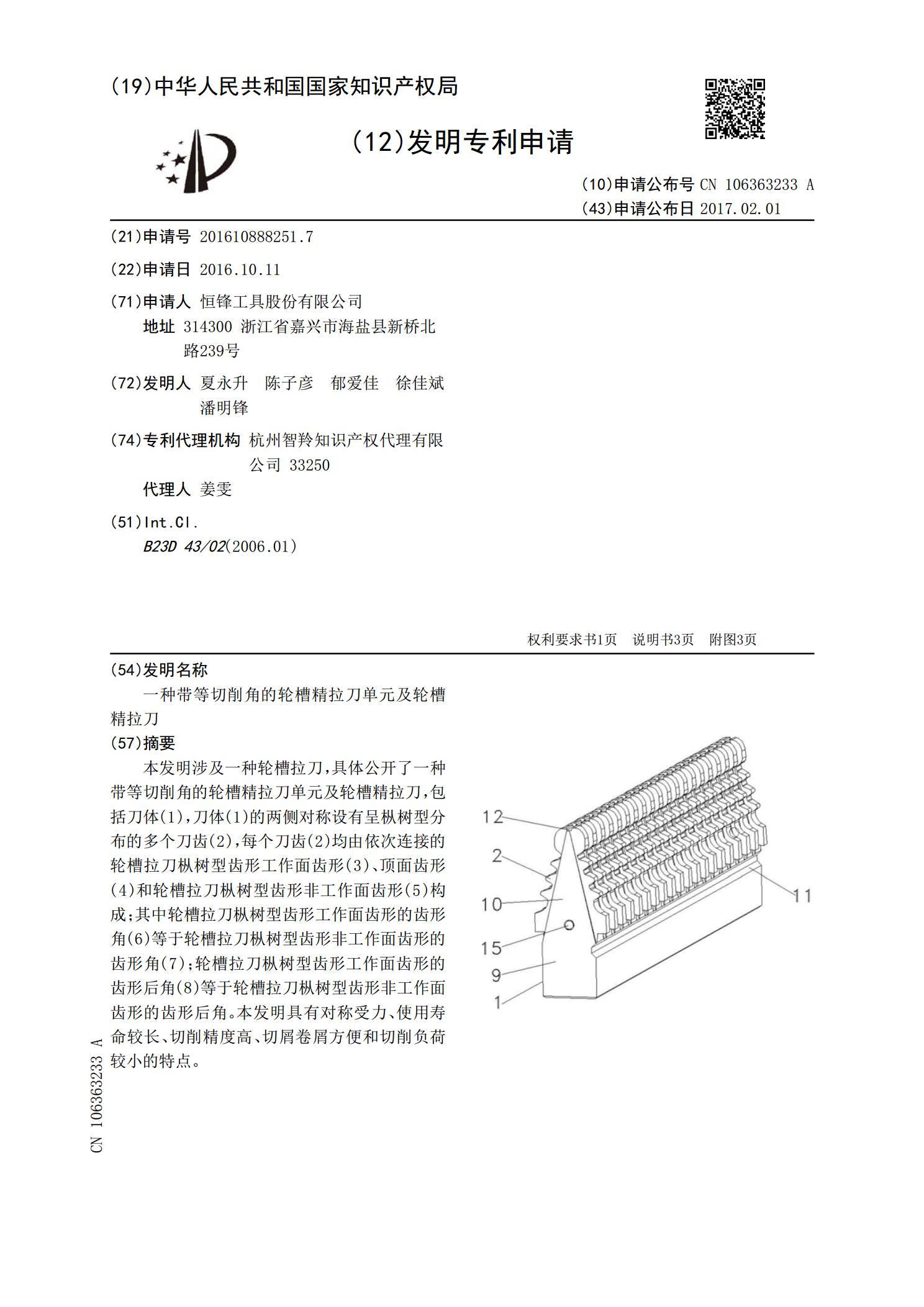
一种带等切削角的轮槽精拉刀单元及轮槽精拉刀.pdf
本发明涉及一种轮槽拉刀,具体公开了一种带等切削角的轮槽精拉刀单元及轮槽精拉刀,包括刀体(1),刀体(1)的两侧对称设有呈枞树型分布的多个刀齿(2),每个刀齿(2)均由依次连接的轮槽拉刀枞树型齿形工作面齿形(3)、顶面齿形(4)和轮槽拉刀枞树型齿形非工作面齿形(5)构成;其中轮槽拉刀枞树型齿形工作面齿形的齿形角(6)等于轮槽拉刀枞树型齿形非工作面齿形的齿形角(7);轮槽拉刀枞树型齿形工作面齿形的齿形后角(8)等于轮槽拉刀枞树型齿形非工作面齿形的齿形后角。本发明具有对称受力、使用寿命较长、切削精度高、切屑卷屑