
板材成型轮辋加工工艺.pdf

梅雪****67


1/3

2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

板材成型轮辋加工工艺.pdf
本发明属于汽车用车轮加工技术领域,涉及一种板材成型轮辋加工工艺。包括以下工艺过程:剪切板材、卷圆、压平、闪光对焊、刨渣、滚压、端切、扩口、滚压、扩张整形、气密性检测、冲气门孔、去毛刺。本工艺替代了传统的型钢轮辋加工工艺,减轻了轮辋本身重量,降低了成本,产品质量可靠。
板材成型轮辋的制造方法.pdf
本发明属于汽车用车轮加工技术领域,涉及一种板材成型轮辋的制造方法。包括以下工艺过程:剪切板材、卷圆、压平、闪光对焊、刨渣、滚压、端切、扩口、滚压、扩张整形、气密性检测、冲气门孔、去毛刺。本工艺替代了传统的型钢轮辋加工工艺,减轻了轮辋本身重量,降低了成本,产品质量可靠。

板材成型轮辋的制造方法.pdf
本发明属于汽车用车轮加工技术领域,涉及一种板材成型轮辋的制造方法。包括以下工艺过程:剪切板材、卷圆、压平、闪光对焊、刨渣、滚压、端切、扩口、滚压、扩张整形、气密性检测、冲气门孔、去毛刺。本工艺替代了传统的型钢轮辋加工工艺,减轻了轮辋本身重量,降低了成本,产品质量可靠。

板材成型轮辋的制造方法.pdf
本发明属于汽车用车轮加工技术领域,涉及一种板材成型轮辋的制造方法。包括以下工艺过程:剪切板材、卷圆、压平、闪光对焊、刨渣、滚压、端切、扩口、滚压、扩张整形、气密性检测、冲气门孔、去毛刺。本工艺替代了传统的型钢轮辋加工工艺,减轻了轮辋本身重量,降低了成本,产品质量可靠。
一种板材眼镜表面立体花纹成型加工工艺及其模具.pdf
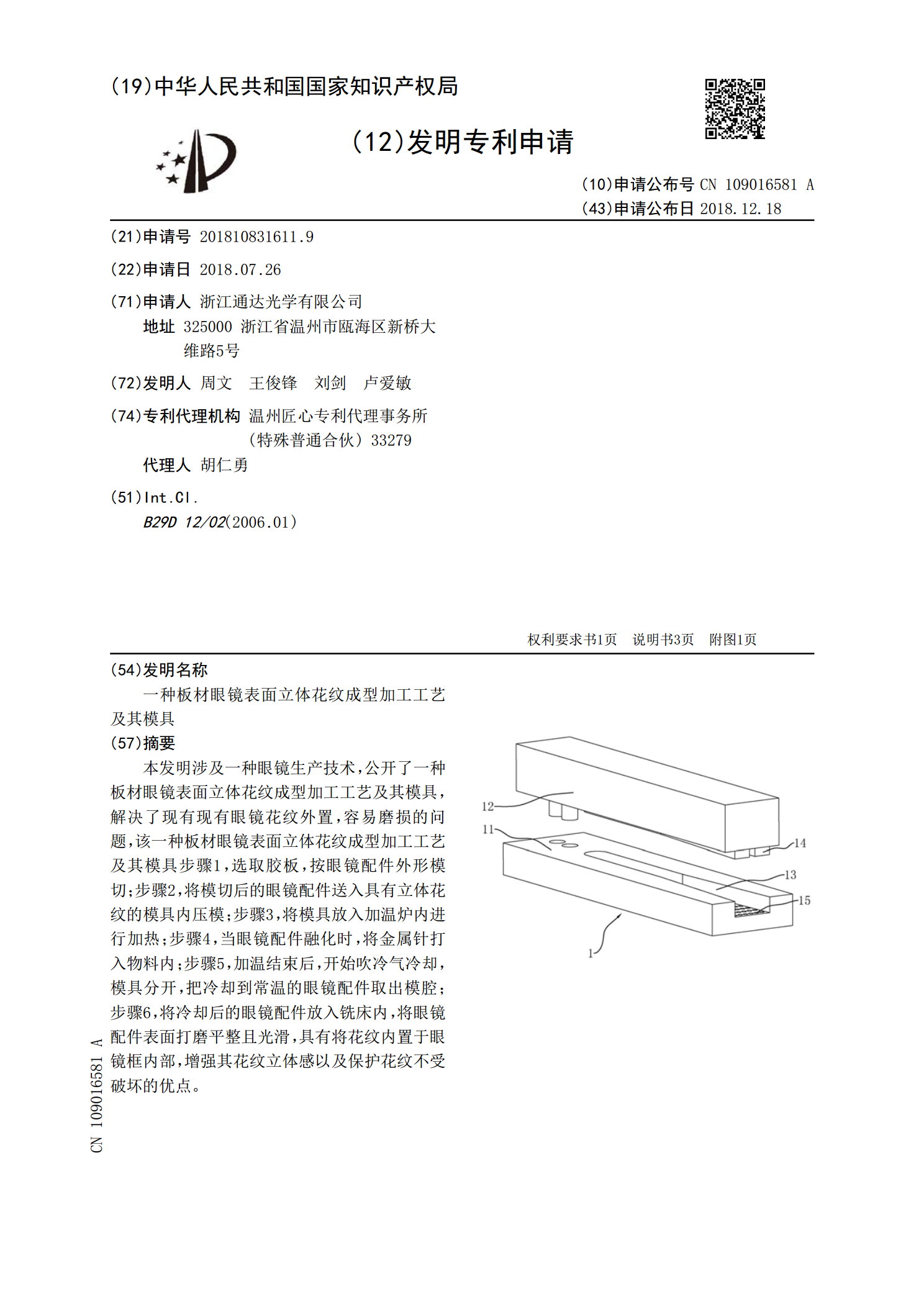
本发明涉及一种眼镜生产技术,公开了一种板材眼镜表面立体花纹成型加工工艺及其模具,解决了现有现有眼镜花纹外置,容易磨损的问题,该一种板材眼镜表面立体花纹成型加工工艺及其模具步骤1,选取胶板,按眼镜配件外形模切;步骤2,将模切后的眼镜配件送入具有立体花纹的模具内压模;步骤3,将模具放入加温炉内进行加热;步骤4,当眼镜配件融化时,将金属针打入物料内;步骤5,加温结束后,开始吹冷气冷却,模具分开,把冷却到常温的眼镜配件取出模腔;步骤6,将冷却后的眼镜配件放入铣床内,将眼镜配件表面打磨平整且光滑,具有将花纹内置于眼