
一种天地盖制盒机及其工作原理.pdf

Ch****49


1/10

2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种天地盖制盒机及其工作原理.pdf
本发明的一种天地盖制盒机及其工作原理,包括输送带运行、抱待成品、飞达头送纸、油缸定位并落盒、主轴、及分别与主轴连接的第一凸轮、第二凸轮、第三凸轮和第四凸轮,通过输送带运行输送抱待成品和飞达头送纸,油缸定位并落盒,主轴回到原点抱盒伺服运行可启动八种模式选择进入纸盒成型包装阶段。本发明由二十四个伺服马达带动退模伺服运行传动,通过主轴回到原点抱盒伺服运行可实现多次拉模,使第一凸轮运行、第二凸轮运行、第三凸轮运行和第四凸轮运行既可分别单独调节高低,单独运行,又可同时运行,除可成型普通规格的盒子外,还可成型各种不同

天地盖纸盒机.pdf
本发明公开了一种天地盖纸盒机,包括机架、前传送带,前传送带外侧依次设有折边胶轮、折边器,折边胶轮下方设有热熔胶槽;还包括单片机、电机、与前传送带依次相连的压轮上胶装置和后传送带,所述压轮上胶装置从下至上由亚么尼胶槽、传胶辊、涂胶辊和压轮装置组成;所述压轮装置包括侧边涂胶压轮和横向涂胶压轮组;在前传送带至涂胶辊处设有横向托纸导板,并在侧边涂胶压轮所对应涂胶辊位置的内侧或两侧设有竖向托纸导板;所述后传送带下方设有开口向上的热风机;所述单片机通过电机控制传送带、热风机和压轮上胶装置的运行。本发明的纸盒机结构科学
一种天地盒成型机.pdf
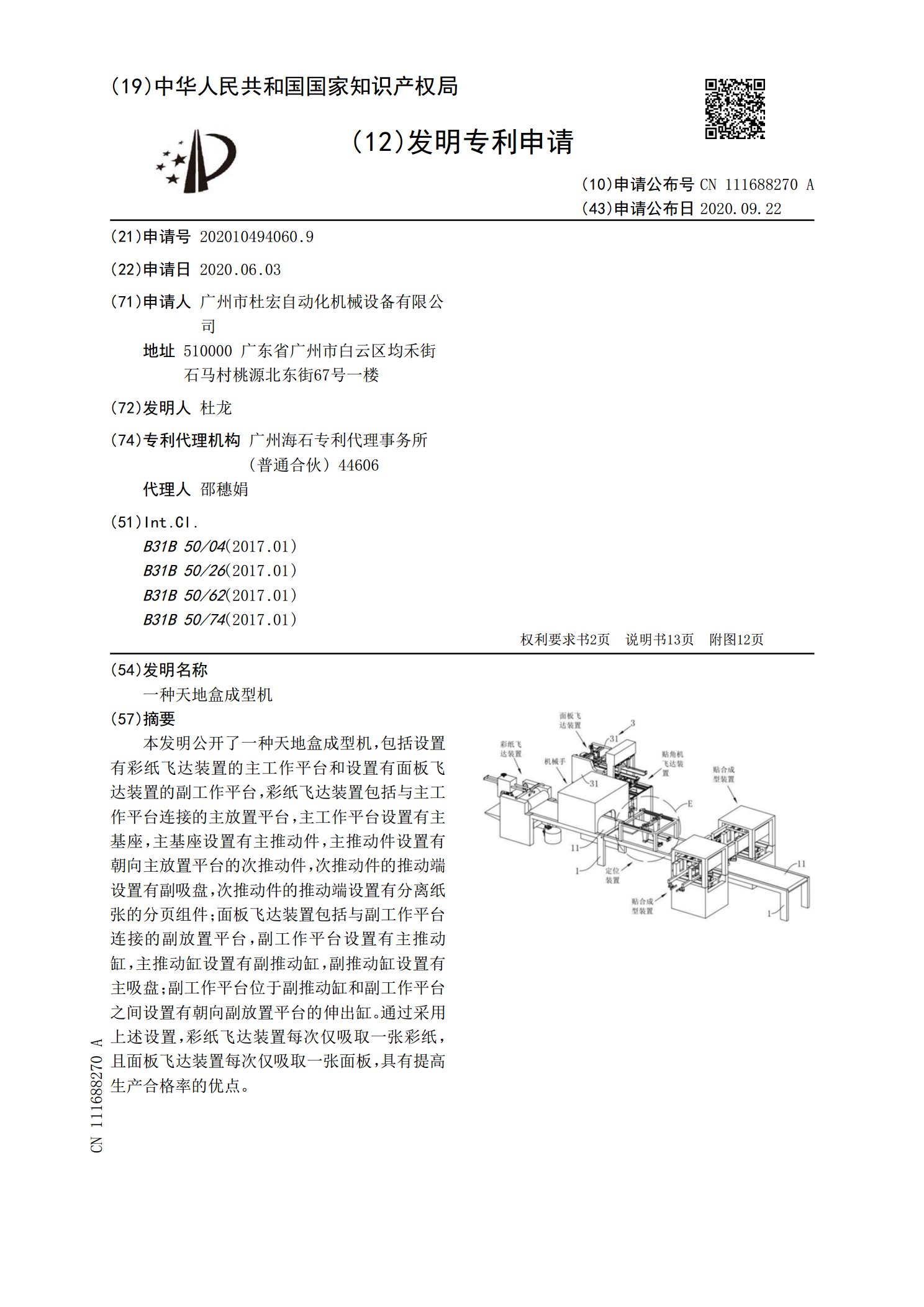
本发明公开了一种天地盒成型机,包括设置有彩纸飞达装置的主工作平台和设置有面板飞达装置的副工作平台,彩纸飞达装置包括与主工作平台连接的主放置平台,主工作平台设置有主基座,主基座设置有主推动件,主推动件设置有朝向主放置平台的次推动件,次推动件的推动端设置有副吸盘,次推动件的推动端设置有分离纸张的分页组件;面板飞达装置包括与副工作平台连接的副放置平台,副工作平台设置有主推动缸,主推动缸设置有副推动缸,副推动缸设置有主吸盘;副工作平台位于副推动缸和副工作平台之间设置有朝向副放置平台的伸出缸。通过采用上述设置,彩纸

一种天地盖纸盒成型机.pdf
一种天地盖纸盒成型机,其迎取装置、滚长边机构、滚宽边机构、压长边机构、压宽边机构、上模、中模的动作均由凸轮轴总成通过特定的传动机构驱动,折耳机构、插长边机构、插宽边机构、上模与中模的开模合模则由各个气缸控制驱动,将多凸轮驱动与气动驱动相结合,不仅工作效率高、操作简单,而且可靠性高、灵活性大,在内部贴纸时能够通过多次开模、合模,实现内部贴纸贴到纸盒底部,达到现有天地盖纸盒的要求。
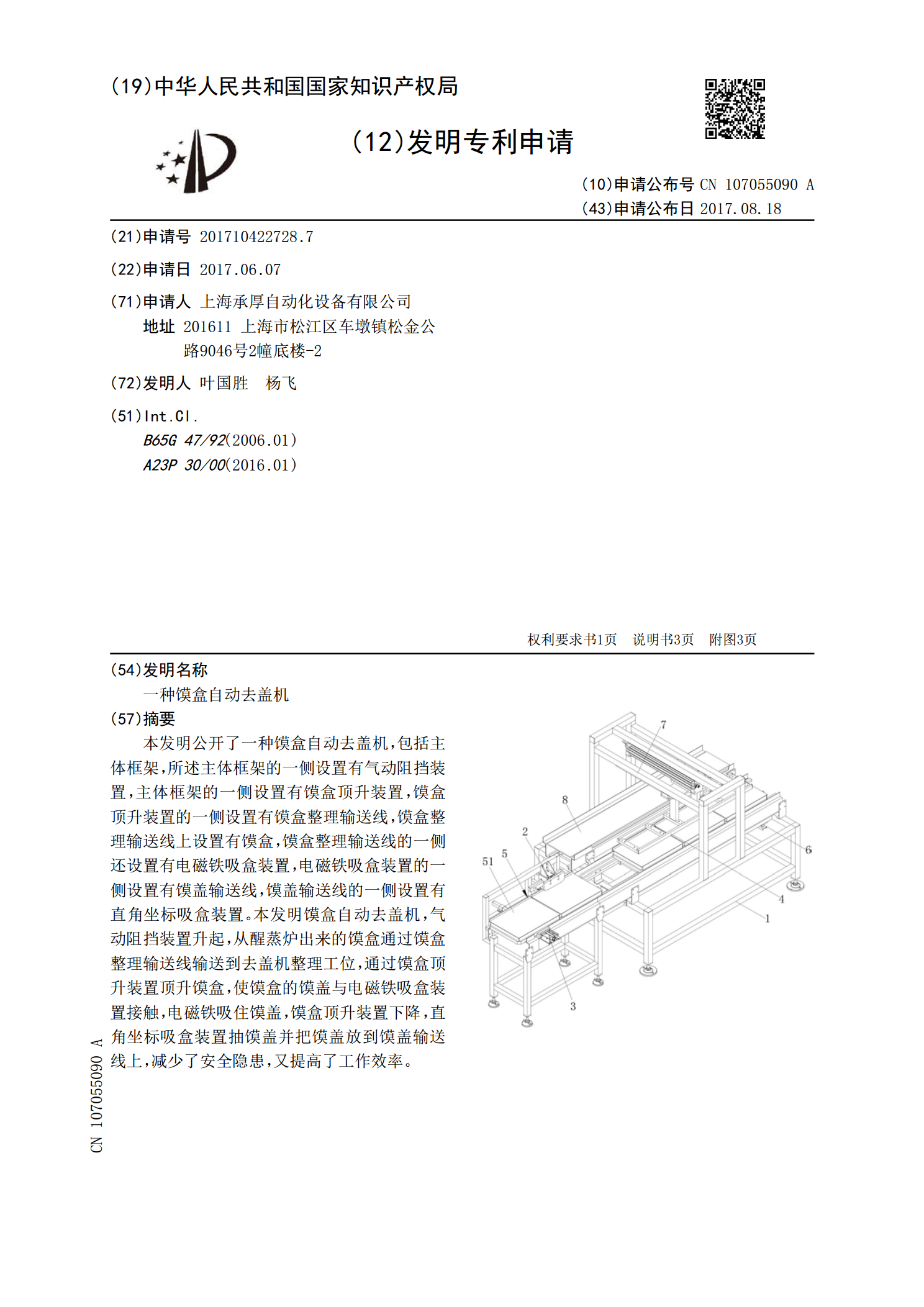
一种馍盒自动去盖机.pdf
本发明公开了一种馍盒自动去盖机,包括主体框架,所述主体框架的一侧设置有气动阻挡装置,主体框架的一侧设置有馍盒顶升装置,馍盒顶升装置的一侧设置有馍盒整理输送线,馍盒整理输送线上设置有馍盒,馍盒整理输送线的一侧还设置有电磁铁吸盒装置,电磁铁吸盒装置的一侧设置有馍盖输送线,馍盖输送线的一侧设置有直角坐标吸盒装置。本发明馍盒自动去盖机,气动阻挡装置升起,从醒蒸炉出来的馍盒通过馍盒整理输送线输送到去盖机整理工位,通过馍盒顶升装置顶升馍盒,使馍盒的馍盖与电磁铁吸盒装置接触,电磁铁吸住馍盖,馍盒顶升装置下降,直角坐标吸