
铣床工作台.pdf

高格****gu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铣床工作台.pdf
本发明涉及一种铣床工作台,用于在铣削工作中装夹连续进给的板状工件,它包括:台座、设置在所述的台座上的导向机构和至少一对减震压头,一对所述的减震压头沿工件的进给方向排布,且对称排布在工件的两侧,各所述的减震压头包括设置在所述的台座上的座体、弹性连接在所述的座体上的压板,所述的压板上转动连接有一组被动压轮,所述的压轮的下部具有凸出于底面且直径变小的凸台,所述的凸台的外圆柱表面与工件的侧边滚动摩擦接触,所述的压轮的底面与工件边缘的上表面滑动摩擦接触。本发明的工作台具有装夹连续进给的工件,减小铣削振动,进给速度快
端面铣床工作台结构.pdf
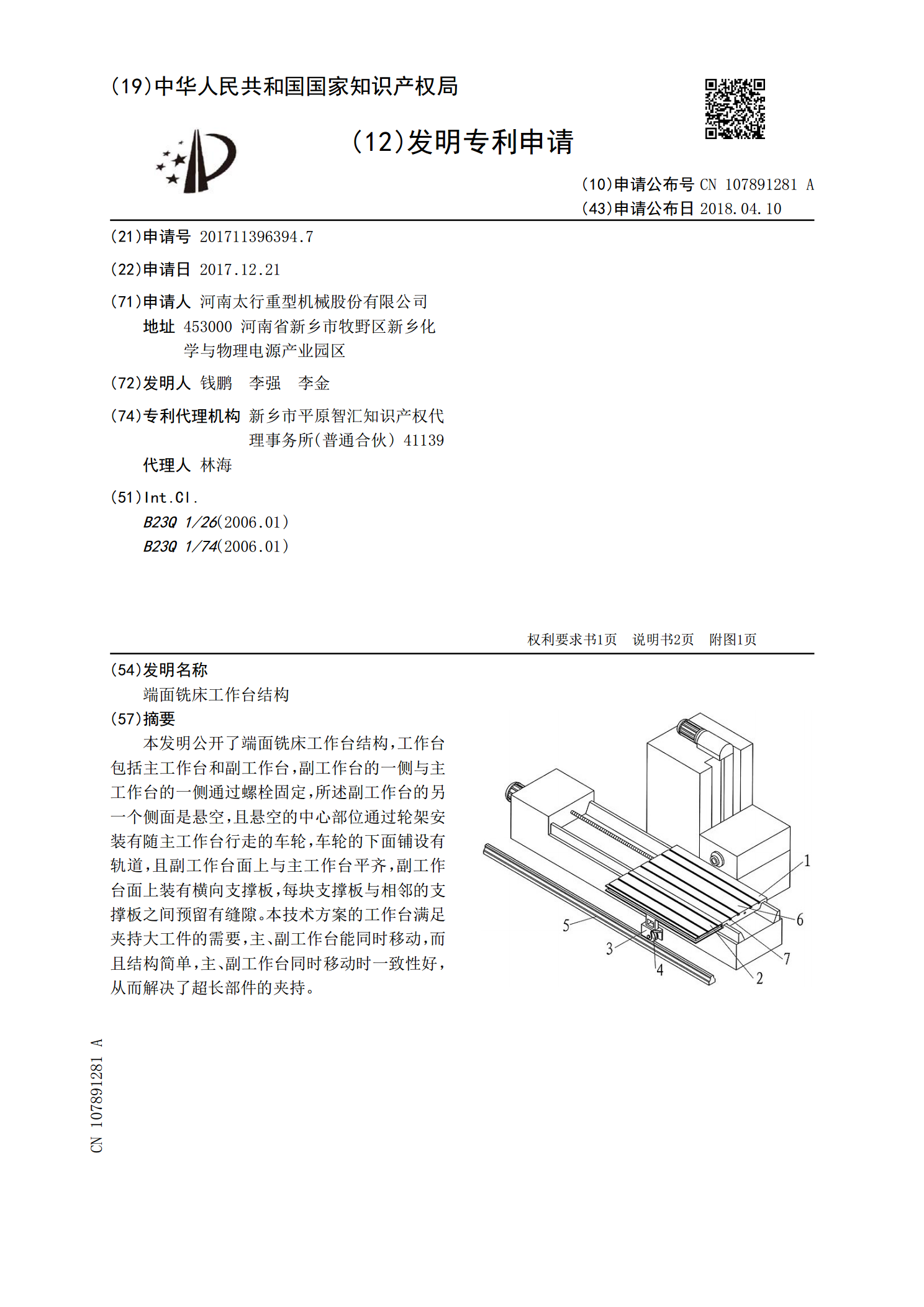
本发明公开了端面铣床工作台结构,工作台包括主工作台和副工作台,副工作台的一侧与主工作台的一侧通过螺栓固定,所述副工作台的另一个侧面是悬空,且悬空的中心部位通过轮架安装有随主工作台行走的车轮,车轮的下面铺设有轨道,且副工作台面上与主工作台平齐,副工作台面上装有横向支撑板,每块支撑板与相邻的支撑板之间预留有缝隙。本技术方案的工作台满足夹持大工件的需要,主、副工作台能同时移动,而且结构简单,主、副工作台同时移动时一致性好,从而解决了超长部件的夹持。

铣床工作台缺陷分析.docx
铣床工作台缺陷分析标题:铣床工作台缺陷分析引言:铣床工作台作为机械加工行业中重要的设备之一,其质量和性能对产品质量和生产效率具有直接影响。然而,随着科技的不断发展,铣床工作台的缺陷也逐渐显现出来。本文将从精度不稳定、振动问题和系统复杂性三个方面对铣床工作台的缺陷进行深入分析。一、精度不稳定铣床工作台的精度是评价其品质的重要指标,然而,由于加工过程中受到各种因素的影响,精度不稳定成为了铣床工作台的常见缺陷。一方面,材料和工艺的不均一性导致了加工过程中的误差积累;另一方面,机械零部件的损耗和磨损也会影响到工作

铣床工作台调整用装置.pdf
本发明公开了一种铣床工作台调整用装置,以解决现有回转工作台人工调整角度效率低的问题,包括机架和工作台,还包括与机架转动连接的驱动轮、一端铰接在驱动轮边缘处的连杆和一端铰接在机架上的回转臂;连杆远离驱动轮的一端铰接回转臂中部,回转臂远离机架一端连接工作台;回转臂上还设有销柱,机架上设有第一停止开关、第二停止开关,所述销柱可触发第一停止开关、第二停止开关;回转臂上设有多个铰接孔。本发明可实现回转工作台的角度调整,操作方便。

数控铣床工作台设计.doc
--第1章绪论1.1数控系统的发展及趋势1946年诞生了世界上第一台电子计算机,这表明人类创造了可增强和部分代替脑力劳动的工具。它与人类在农业、工业社会中创造的那些只是增强体力劳动的工具相比,起了质的飞跃,为人类进入信息社会奠定了基础。6年后,即在1952年,计算机技术应用到了机床上,在美国诞生了第一台数控机床。从此,传统机床产生了质的变化。近半个世纪以来,数控系统经历了两个阶段和六代的发展。数控NC阶段(1952年-1970年)早期计算机的运算速度低,对当时的科学计算和数据处理影响还不