
可变径均力矩滚轮架控制装置.pdf

波峻****99

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

可变径均力矩滚轮架控制装置.pdf
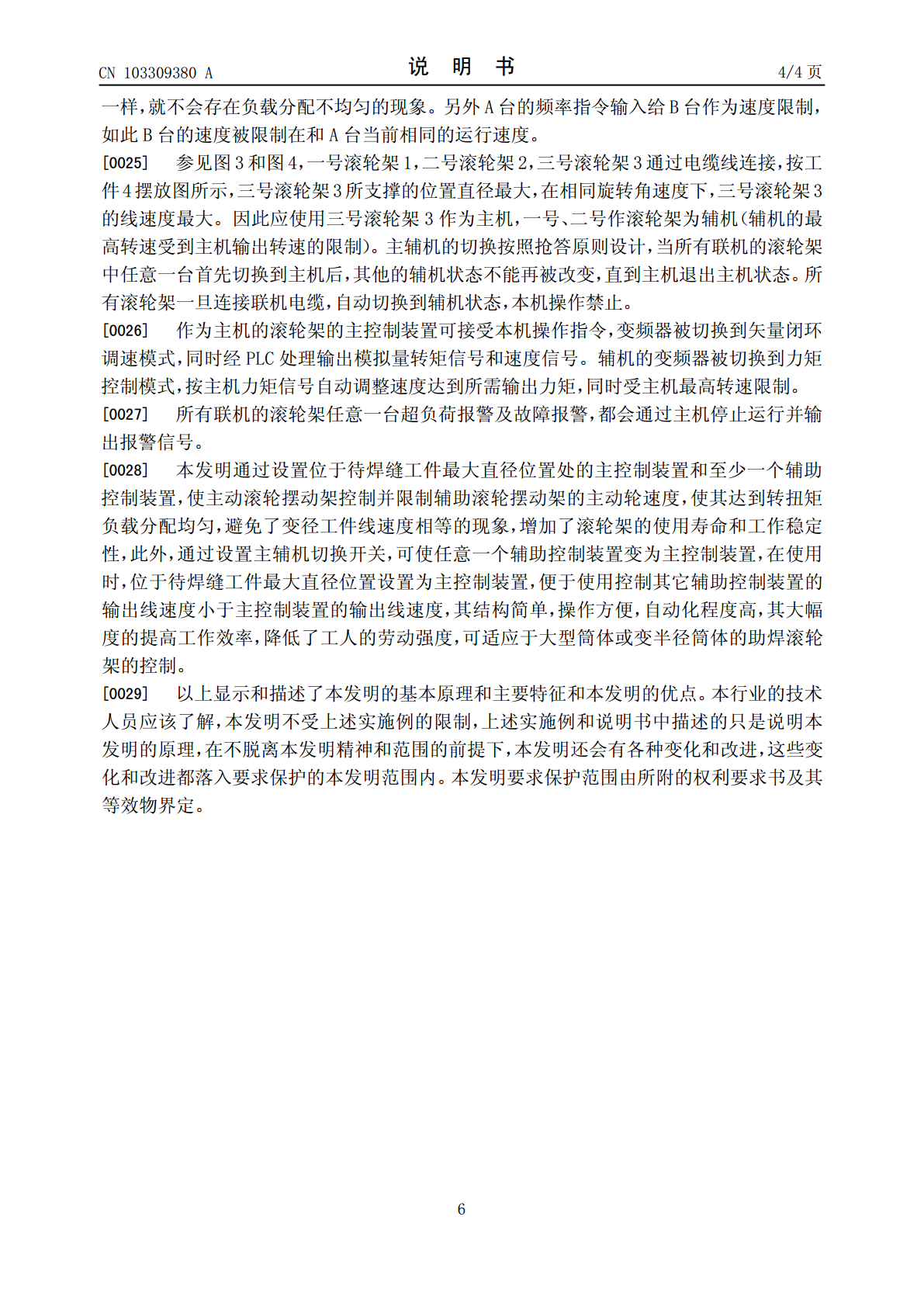
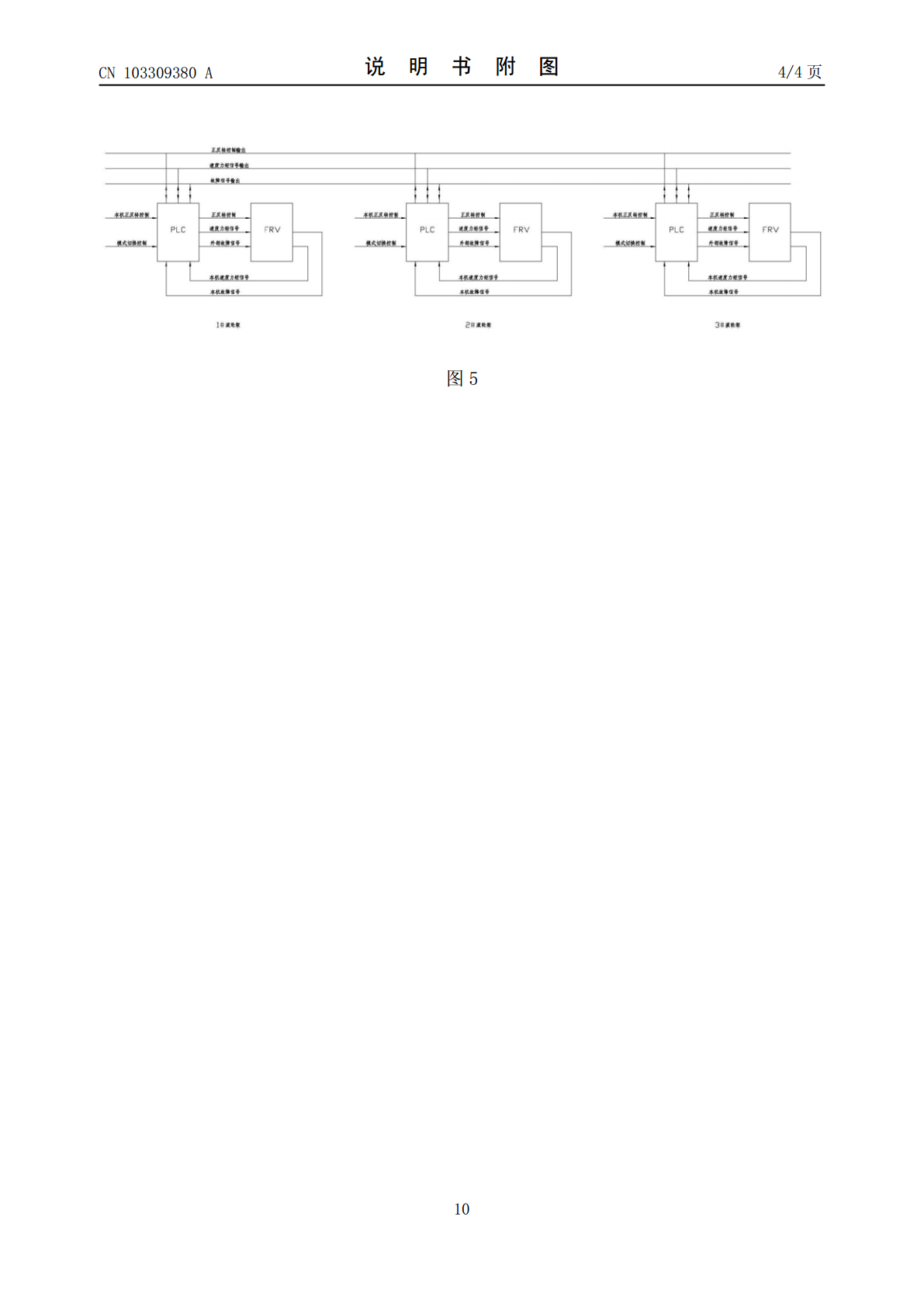
本发明涉及的是一种可变径均力矩滚轮架控制装置,其包括主控制装置和至少一个辅助控制装置,主控制装置和辅助控制装置均包括控制器、电位器、驱动装置和变频控制装置,驱动装置通过变频控制装置与控制器相连接,电位器连接控制器,通过电位器调节其输出速度,辅助控制装置的控制器通过信号电缆与主控制装置的控制器相连接,辅助控制装置的输出速度小于或等于主控制装置的输出速度。本发明使主动滚轮摆动架控制并限制辅助滚轮摆动架的主动轮速度,使其达到转扭矩负载分配均匀,避免了变径工件线速度相等的现象,增加了滚轮架的使用寿命和工作稳定性,
可变径均力矩助焊滚轮架.pdf
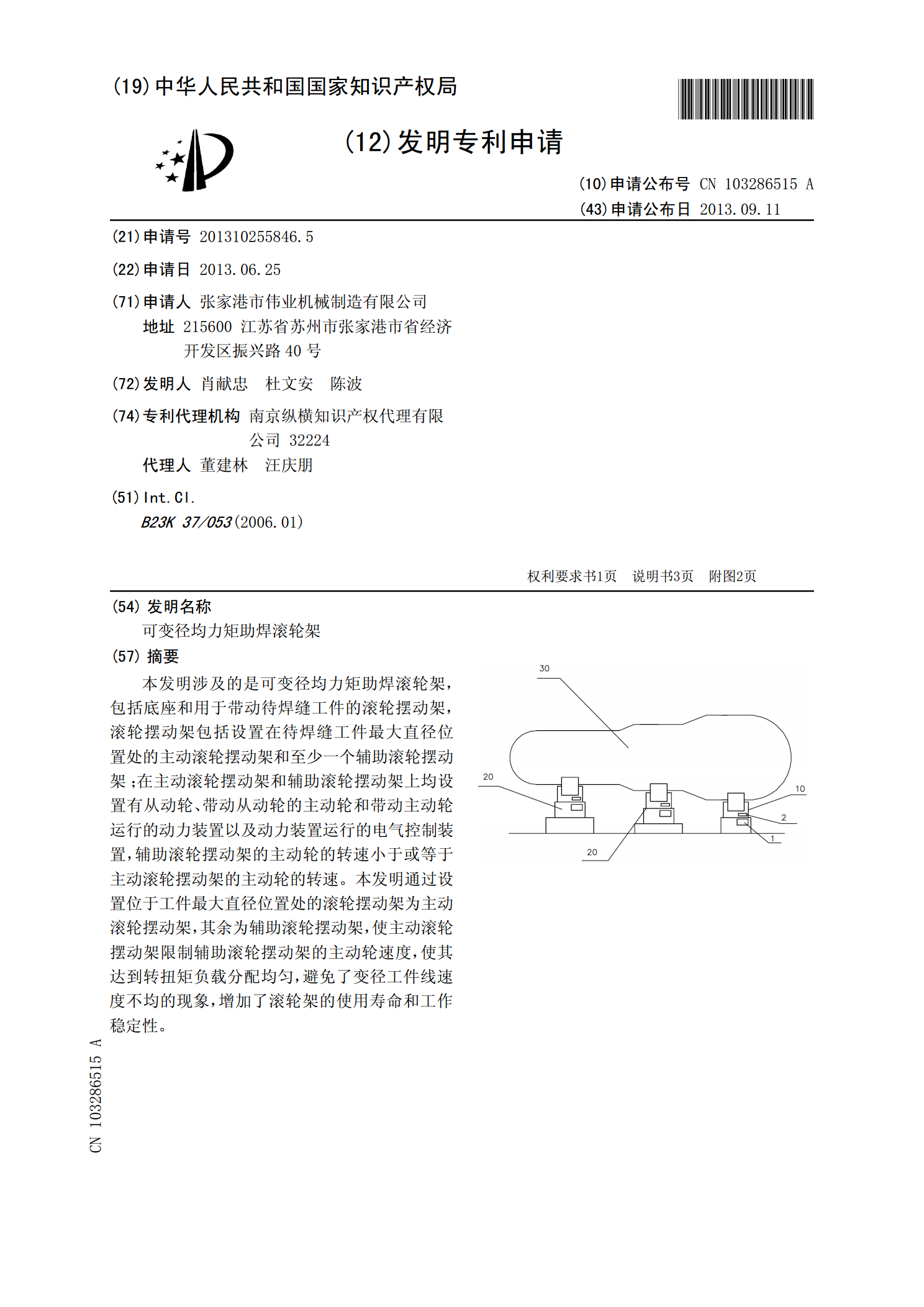
本发明涉及的是可变径均力矩助焊滚轮架,包括底座和用于带动待焊缝工件的滚轮摆动架,滚轮摆动架包括设置在待焊缝工件最大直径位置处的主动滚轮摆动架和至少一个辅助滚轮摆动架;在主动滚轮摆动架和辅助滚轮摆动架上均设置有从动轮、带动从动轮的主动轮和带动主动轮运行的动力装置以及动力装置运行的电气控制装置,辅助滚轮摆动架的主动轮的转速小于或等于主动滚轮摆动架的主动轮的转速。本发明通过设置位于工件最大直径位置处的滚轮摆动架为主动滚轮摆动架,其余为辅助滚轮摆动架,使主动滚轮摆动架限制辅助滚轮摆动架的主动轮速度,使其达到转扭矩

一种适用于可变直径轮的摆动变径轮架.pdf
本发明公开了一种适用于可变直径轮的摆动变径轮架,该轮架由轮辐、弹性变径件和轮脚板组成,弹性变径件安装在轮辐与轮脚板之间,弹性变径件与轮辐的安装采用圆柱,而弹性变径件与轮脚板的安装采用了销轴。该摆动变径轮架通过B轮辐和D轮辐相对于C轮辐转动一定角度下,同时带动弹性变径件在轮辐圆周方向上产生螺旋扭转,使轮脚张开或合拢,从而实现可变直径轮的轮径可变。

双通道可变径造穴装置.pdf
本发明涉及钻扩卸压用钻具技术领域,具体涉及一种双通道可变径造穴装置,包括:造穴杆体,与所述造穴杆体的一端连接的钻库,与所述造穴杆体的另一端连接的钻尾,所述造穴杆体具有第一内腔,所述钻库具有第二内腔,所述钻尾具有第三内腔,所述第一内腔与所述第二内腔连通;所述双通道可变径造穴装置还包括:在所述第一内腔中往复移动的齿条结构,以及设置在所述造穴杆体上与所述齿条结构啮合,通过所述齿条结构的带动进行摆动的摆刀结构。根据本发明的方案,通过该双通道设置,既满足设备正常钻进时通入介质的要求,又可在需要进行扩孔作业时利用小流

双支点可变径卷管装置.pdf
本发明公开了双支点可变径卷管装置,包括:机架,机架中活动支承有一根传动轴,传动轴的一端伸出机架、并固定有一个传动滚轮,传动轴由电机驱动;传动轴下方两侧的机架中分别活动支承有一根旋转轴,每根旋转轴与一个摇臂支架的支点端相固定,每个摇臂支架内分别活动支承有一根活动轴,每根活动轴与传动滚轮同侧的端部伸出机架、并安装有一个活动滚轮;在每个摇臂支架下方的机架底部分别铰接有一个伸缩油缸,每个伸缩油缸的活塞杆与其同侧的摇臂支架的驱动端相铰接,每个摇臂支架和安装于其上的活动滚轮在对应的伸缩油缸的带动下绕着各自的旋转轴转动