
后桥壳组件热套专机及工艺.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

后桥壳组件热套专机及工艺.docx
后桥壳组件热套专机及工艺后桥壳组件热套专机及工艺摘要:后桥壳组件是汽车传动系统中重要的零部件之一,它通过连接驱动轮和传动轴,使动力得以传输。对于后桥壳组件的装配过程,传统的手工装配方式存在效率低、质量难以控制等问题。因此,研发一种后桥壳组件热套专机及相应的工艺技术,可以提高装配效率、保证质量稳定,具有实际应用价值。关键词:后桥壳组件;热套专机;工艺技术第一章引言随着汽车工业的快速发展,汽车传动系统的性能要求也越来越高,而后桥壳组件作为传动系统的关键部件之一,其装配的质量和效率对于整个汽车性能至关重要。传统
一种后桥壳打孔铣槽专机.pdf
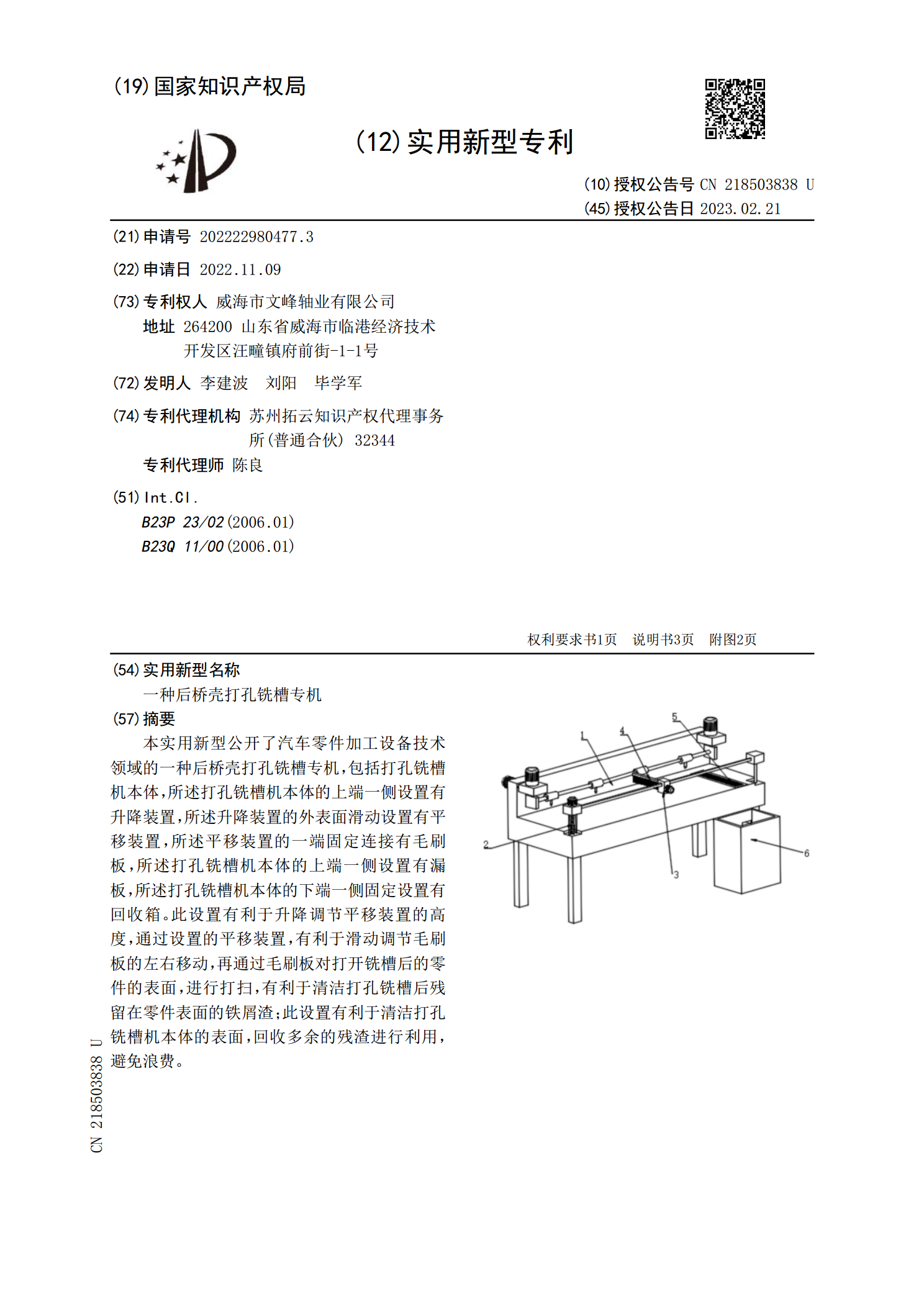
本实用新型公开了汽车零件加工设备技术领域的一种后桥壳打孔铣槽专机,包括打孔铣槽机本体,所述打孔铣槽机本体的上端一侧设置有升降装置,所述升降装置的外表面滑动设置有平移装置,所述平移装置的一端固定连接有毛刷板,所述打孔铣槽机本体的上端一侧设置有漏板,所述打孔铣槽机本体的下端一侧固定设置有回收箱。此设置有利于升降调节平移装置的高度,通过设置的平移装置,有利于滑动调节毛刷板的左右移动,再通过毛刷板对打开铣槽后的零件的表面,进行打扫,有利于清洁打孔铣槽后残留在零件表面的铁屑渣;此设置有利于清洁打孔铣槽机本体的表面,

后桥壳铸件的熔炼及造型工艺研究.docx
后桥壳铸件的熔炼及造型工艺研究后桥壳铸件是汽车后桥装配的重要组成部分,它的质量和工艺对汽车的性能和安全有着重要影响。熔炼和造型是制造后桥壳铸件的两个关键工艺,本文将从这两个方面展开研究,以提高后桥壳铸件的质量和工艺水平。首先是熔炼工艺的研究。熔炼是将金属及其他添加剂熔化后进行净化和调整成合适的成分和温度的过程。针对后桥壳铸件材料的特性和要求,可以选择不同的熔炼方法和熔炼设备,如高频感应熔炼、电弧炉熔炼等。根据后桥壳铸件的材料成分设计合理的熔炼配方,并进行实验验证其适应性和可行性。此外,合理控制熔炼温度和时

汽车后桥壳液压胀形工艺.docx
汽车后桥壳液压胀形工艺汽车后桥壳液压胀形工艺摘要:汽车后桥壳液压胀形工艺是一种用于加工汽车后桥壳的新兴工艺。本文对汽车后桥壳液压胀形工艺进行了全面的研究和分析,包括其工艺原理、工艺流程、工艺参数等相关内容。通过对比传统工艺和液压胀形工艺的优劣势,得出了液压胀形工艺的优越性,并提出了进一步研究的方向,以期为汽车行业的后桥壳加工提供新的解决方案。关键词:汽车后桥壳;液压胀形工艺;工艺原理;工艺流程;工艺参数1.引言汽车后桥壳作为汽车传动系统的重要组成部分,对于汽车性能和安全性起着至关重要的作用。传统的汽车后桥

一种加焊接质量的汽车后桥壳法法兰焊接专机.pdf
本实用新型公开了一种加焊接质量的汽车后桥壳法法兰焊接专机,包括焊接机械手以及焊接座,所述焊接座位于焊接机械手的一侧,所述焊接座上设置有对接部与稳定支撑部;所述焊接座上端部位具有一对滑轨,所述一对滑轨上具有轴体滑动支撑臂以及后桥法兰滑动支撑臂,本实用新型涉及焊接技术领域。本技术方案的焊接结构,基于现有的焊接机械手,并在该基础上配备焊接支撑结构,能够有效的保证焊接后桥壳的稳定性,防止由于机械手的接触导致后桥壳发生偏移。