
一种极耳整形机构.pdf

青团****青吖


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种极耳整形机构.pdf
本发明公开了一种极耳整形机构,涉及蓄电池生产设备,现有整形机构的组件繁多,本发明的整形机构包括第一整形架、第二整形架以及驱动第一整形架和第二整形架对极耳整形的驱动部件,第一整形架包括第一滑块和设置在第一滑块上的第一整形条,第二整形架包括第二滑块和设置在第二滑块上的第二整形条,第一整形条和第二整形条相互间隔设置,极耳整形机构还包括固定框架,固定框架上设有并排的光轴分别穿接第一滑块和第二滑块,第一滑块和第二滑块沿光轴移动时,第一整形条和第二整形条相对动作,驱动部件包括滚轮、驱动滚轮升降的驱动件以及设置在光轴上
极耳整形方法、极耳整形设备及电芯加工系统.pdf
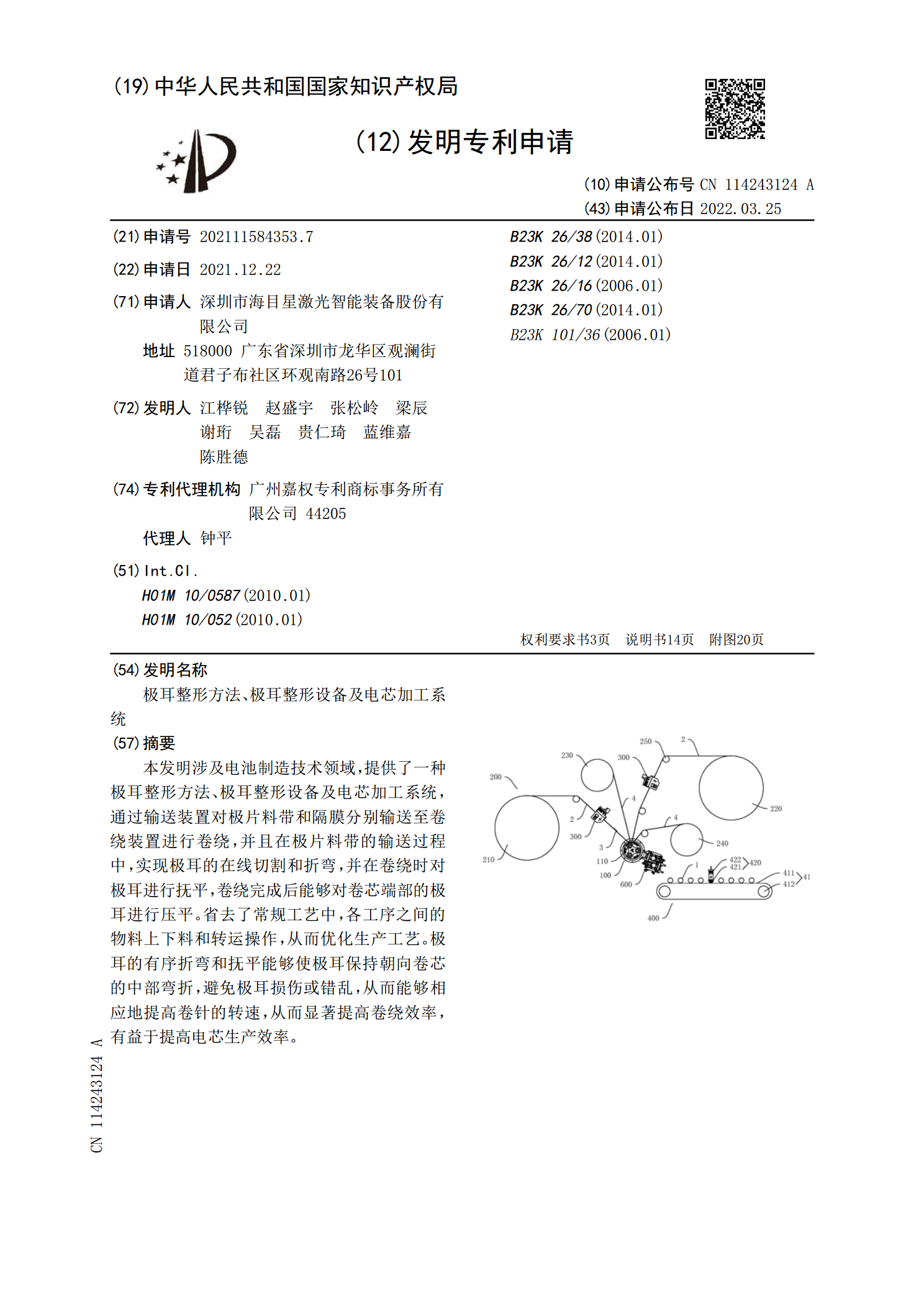
本发明涉及电池制造技术领域,提供了一种极耳整形方法、极耳整形设备及电芯加工系统,通过输送装置对极片料带和隔膜分别输送至卷绕装置进行卷绕,并且在极片料带的输送过程中,实现极耳的在线切割和折弯,并在卷绕时对极耳进行抚平,卷绕完成后能够对卷芯端部的极耳进行压平。省去了常规工艺中,各工序之间的物料上下料和转运操作,从而优化生产工艺。极耳的有序折弯和抚平能够使极耳保持朝向卷芯的中部弯折,避免极耳损伤或错乱,从而能够相应地提高卷针的转速,从而显著提高卷绕效率,有益于提高电芯生产效率。
极耳整形设备.pdf
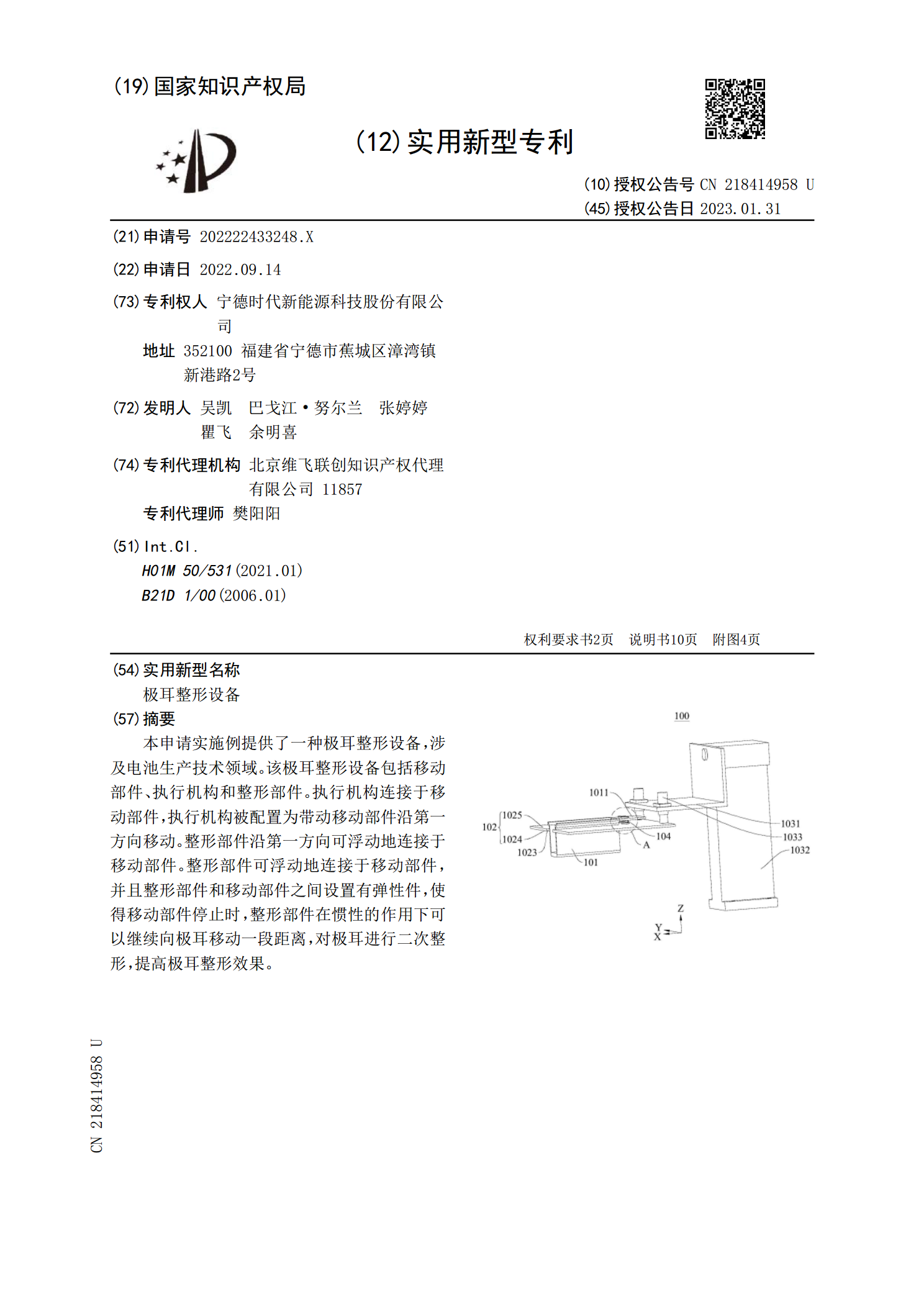
本申请实施例提供了一种极耳整形设备,涉及电池生产技术领域。该极耳整形设备包括移动部件、执行机构和整形部件。执行机构连接于移动部件,执行机构被配置为带动移动部件沿第一方向移动。整形部件沿第一方向可浮动地连接于移动部件。整形部件可浮动地连接于移动部件,并且整形部件和移动部件之间设置有弹性件,使得移动部件停止时,整形部件在惯性的作用下可以继续向极耳移动一段距离,对极耳进行二次整形,提高极耳整形效果。

一种极片清洁及极耳整形装置.pdf
本发明公开了一种极片清洁及极耳整形装置,包括辊支座、传动辊、整形支架及整形辊,辊支座设置在极耳裁切机的机架的侧壁上,辊支座内设有安装空间,该安装空间的内侧设有清洁部件;传动辊可转动地设置在辊支座的安装空间内,并与辊支座安装空间的内壁之间留有间隙,带状极片穿过该间隙移动时经清洁部件清洁表面;整形支架设置于辊支座的一侧壁上,整形支架的一端与辊支座的侧壁可转动地连接,整形支架的另一端延伸至辊支座的下方;整形辊连接在整形支架的另一端,并沿传动辊轴向方向延伸至传动辊外侧,与传动辊之间留有间隙。本发明实现了极片在运动

一种极耳清洗机构.pdf
本发明涉及一种极耳清洗机构,包括支撑板,导向辊一,导向辊二,固定辊组一,固定辊组二,活动辊组,导轨,活动轨,活动块,同步轮一,同步轮二,同步带,无尘布,其特征在于:所述的导向辊一和导向辊二安装在支撑板的上方,所述的活动辊组一侧设有固定辊组二,所述的活动块一端与活动轨连接,所述的活动块安装在同步带上,所述的同步带安装在同步轮一和同步轮二上,所述的无尘布绕在导向辊一,导向辊二,固定辊组一,固定辊组二,活动辊组上。本发明通过极耳清洗机构的设置,实现了极耳的自动化清洗,降低了生产成本,提高了生产效率,通过也提高了