
轴类工件的外圆或内孔在数控机床上的高精度车削方法.pdf

是你****元呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轴类工件的外圆或内孔在数控机床上的高精度车削方法.pdf
本发明提供了一种轴类工件的外圆或内孔在数控机床上的高精度车削方法,包括以下具体步骤:第一次精车:使用进给量为f的车刀,从外圆或内孔端部开始、沿轴向对轴类工件的外圆或内孔进行车削加工,轴类工件的外圆或内孔表面产生一条单头螺纹状的“刀花”;保持轴类工件的装夹状态和车刀的切削参数不变,依次进行若干次的精车步骤,第N次精车:将车刀返回车削初始位置,使车刀在轴类工件的外圆或内孔端部的进刀点与初始精车的进刀点在360°范围内依次分别偏离均分2(N-1)的奇数次的角度,沿轴向对外圆或内孔进行车削加工。本发明在数控车床上

车削轴类工件.doc
罗江职教中心教师备课教案(首页)学科车工实训授课内容第2章车削轴类工件第2-5节车削轴类工件授课时数课型实训教具教材,机床授课班级与时间教学目的1、了解加工外园、断面的方法。2、正确操作、加工控制尺寸及加工技术要求。教学重点与难点重点:掌握轴类工件的装夹方法。难点:刀具几何参数选择。提问设计轴类工件的车削有哪几种装夹方法?中心站的种类有哪几种?作业布置练习题目一夹一顶车削轴类工件。预习内容课题项目3:车削套类工件学生学习状态知识与技能基础准确掌握装夹轴类工件的方法及操作要领、能够把轴类工件的技术要求控制在

车削轴类工件.doc
罗江职教中心教师备课教案(首页)学科车工实训授课内容第2章车削轴类工件第2-5节车削轴类工件授课时数课型实训教具教材,机床授课班级与时间教学目的1、了解加工外园、断面的方法。2、正确操作、加工控制尺寸及加工技术要求。教学重点与难点重点:掌握轴类工件的装夹方法。难点:刀具几何参数选择。提问设计轴类工件的车削有哪几种装夹方法?中心站的种类有哪几种?作业布置练习题目一夹一顶车削轴类工件。预习内容课题项目3:车削套类工件学生学习状态知识与技能基础准确掌握装夹轴类工件的方法及操作要领、能够把轴类工件的技术要求控制在
用于铣削内孔和外圆的数控机床及加工方法.pdf
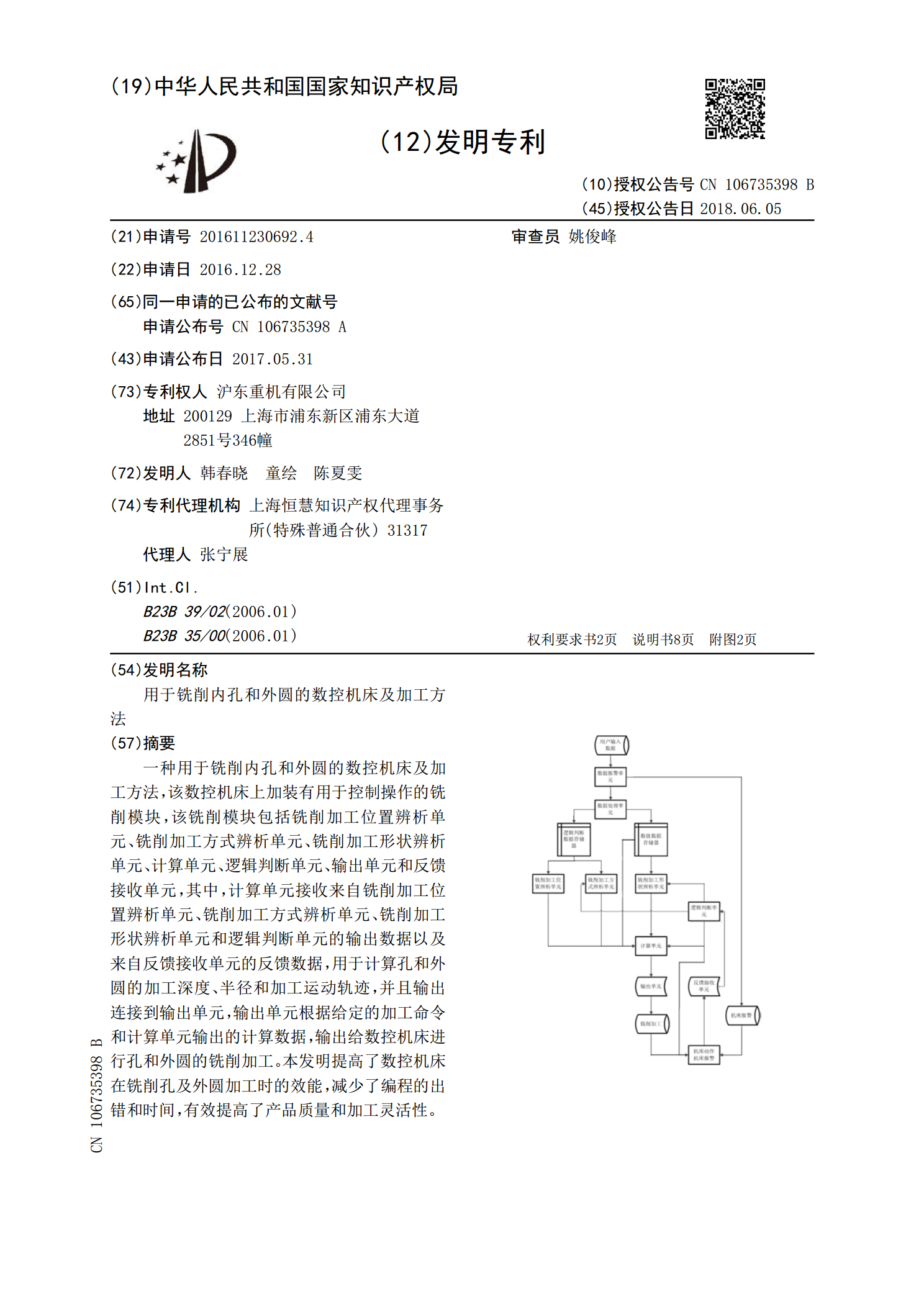
一种用于铣削内孔和外圆的数控机床及加工方法,该数控机床上加装有用于控制操作的铣削模块,该铣削模块包括铣削加工位置辨析单元、铣削加工方式辨析单元、铣削加工形状辨析单元、计算单元、逻辑判断单元、输出单元和反馈接收单元,其中,计算单元接收来自铣削加工位置辨析单元、铣削加工方式辨析单元、铣削加工形状辨析单元和逻辑判断单元的输出数据以及来自反馈接收单元的反馈数据,用于计算孔和外圆的加工深度、半径和加工运动轨迹,并且输出连接到输出单元,输出单元根据给定的加工命令和计算单元输出的计算数据,输出给数控机床进行孔和外圆的铣

对细长轴类工件车削加工方法的探索.docx
对细长轴类工件车削加工方法的探索细长轴类工件是机械加工过程中比较常见的工件之一,包括各种车、刨、铣、凿等零件。由于其形状特殊,加工难度较大,需要采用一些特殊的车削加工方法。一、选材细长轴类工件一般采用高精度机械零件的特殊钢材或合金材料。材料的选择与工件的用途和要求密切相关,具体应用环境的不同,要求的材料强度、硬度、耐腐蚀性等性能也不相同。二、刀具的选择刀具的选择是决定车削质量的关键因素。对细长轴类工件,一般选择直径小、长度长、具有刚度和稳定性、刃角大、CAD/CAM设计的刀具。三、加工技术3.1一般车削法