
三维曲面连续辊弯成形方法.pdf

萌运****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
三维曲面连续辊弯成形方法.pdf
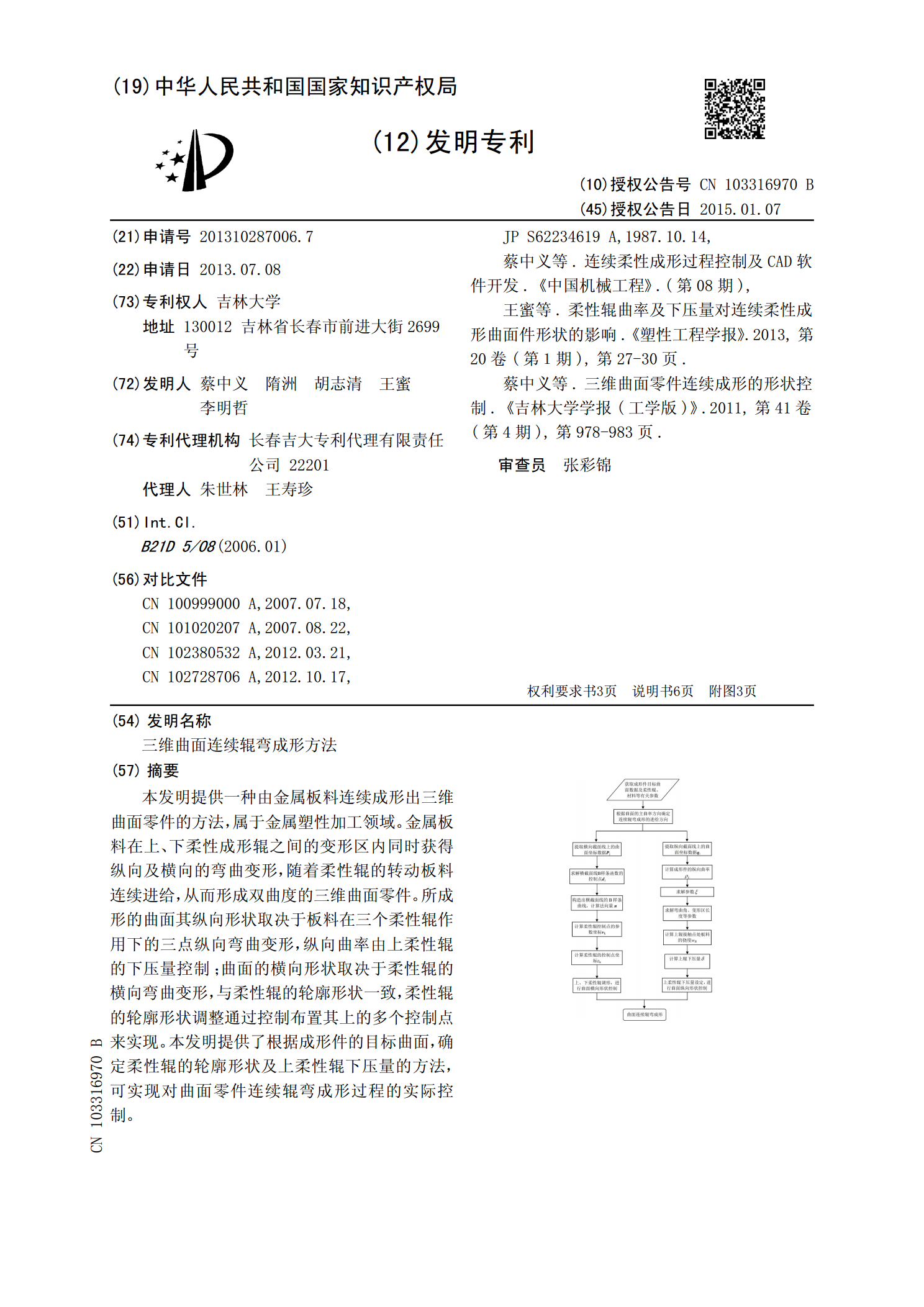
本发明提供一种由金属板料连续成形出三维曲面零件的方法,属于金属塑性加工领域。金属板料在上、下柔性成形辊之间的变形区内同时获得纵向及横向的弯曲变形,随着柔性辊的转动板料连续进给,从而形成双曲度的三维曲面零件。所成形的曲面其纵向形状取决于板料在三个柔性辊作用下的三点纵向弯曲变形,纵向曲率由上柔性辊的下压量控制;曲面的横向形状取决于柔性辊的横向弯曲变形,与柔性辊的轮廓形状一致,柔性辊的轮廓形状调整通过控制布置其上的多个控制点来实现。本发明提供了根据成形件的目标曲面,确定柔性辊的轮廓形状及上柔性辊下压量的方法,可

一种侧弯类曲面零件的连续辊压成形方法.pdf
本发明提供了一种侧弯类曲面零件的连续辊压成形方法,在带有凸形轮廓型面的上工作辊和带有凹形轮廓型面的下工作辊之间,形成中线是曲线形状并且宽度是非等值分布的辊缝,随着上工作辊和下工作辊绕各自轴线的转动,板料被连续辊压成形;通过合理设计上、下辊轮廓之间的辊缝宽度与辊缝形状,使辊压后的板料在获得与辊缝中线一致的截面形状的同时,在宽度方向上受到不均匀压缩,产生不均匀分布的伸长量,从而形成连续侧向弯曲,最后获得侧弯形三维曲面零件;本方法所需的成形力小、设备结构简单、造价低,能实现侧弯类曲面零件的高效、低成本加工,并能

采用柔性辊与弹性辊的曲面零件连续成形方法.pdf
本发明提供一种了采用柔性辊与弹性辊的曲面零件连续成形方法,以一个柔性辊及一个弹性辊作为成形工具,通过控制柔性辊的轮廓曲线形状及柔性辊的压下量,使柔性辊与弹性辊之间的板料在纵向及横向同时弯曲变形;根据曲面成形件的纵向与横向曲率以及曲面成形件与弹性辊的材料参数,确定能够补偿回弹变形的柔性辊曲率与压下量,调整出所需的柔性辊轮廓形状,同时控制柔性辊的压下量,通过柔性辊的连续转动实现曲面零件的连续成形;本方法操作简单、成本低,为解决单件、小批量曲面加工问题提供了一种有效途径,可以满足金属塑性加工领域对大型曲面零件加
三维曲面辊压成形装置.pdf
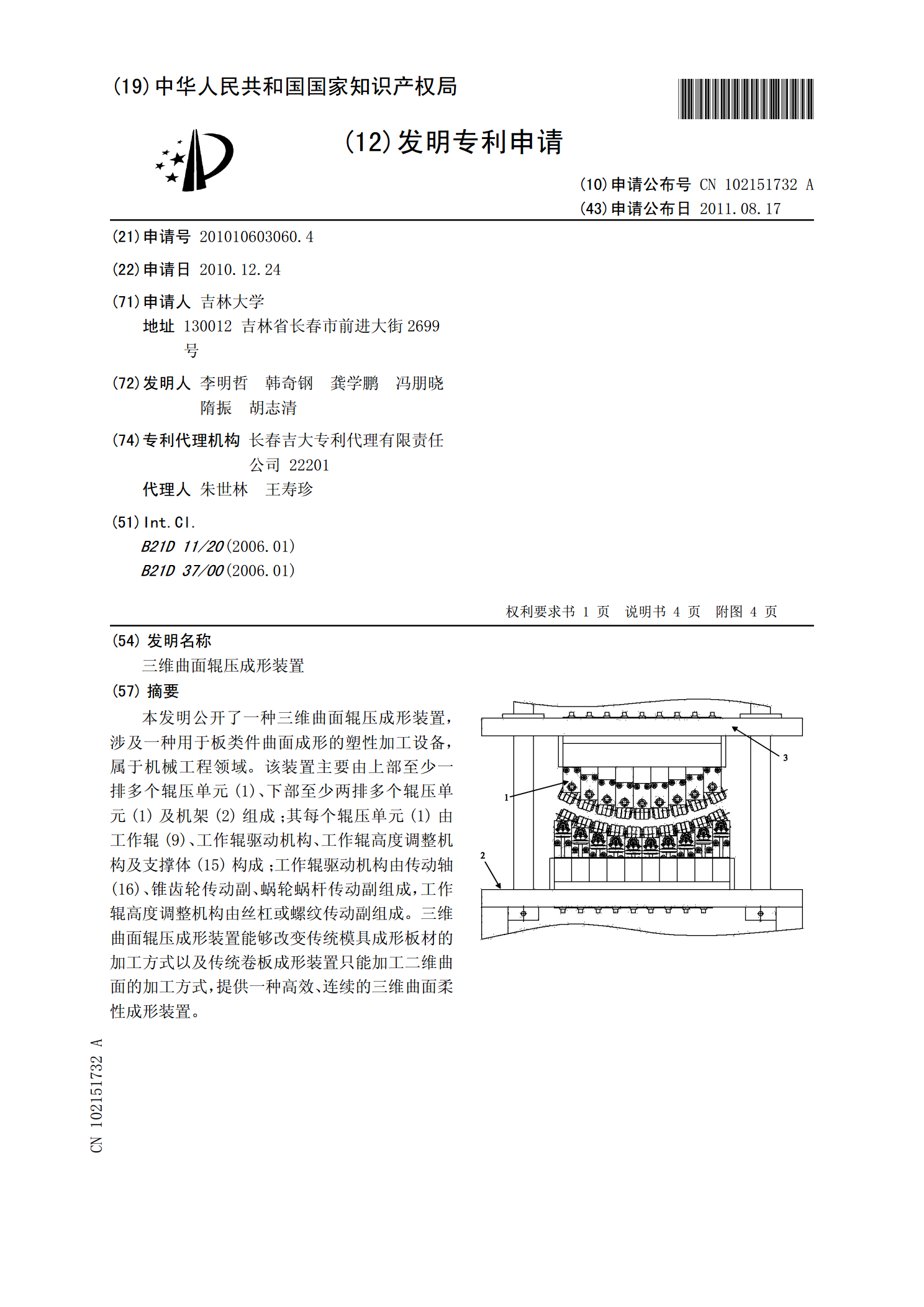
本发明公开了一种三维曲面辊压成形装置,涉及一种用于板类件曲面成形的塑性加工设备,属于机械工程领域。该装置主要由上部至少一排多个辊压单元(1)、下部至少两排多个辊压单元(1)及机架(2)组成;其每个辊压单元(1)由工作辊(9)、工作辊驱动机构、工作辊高度调整机构及支撑体(15)构成;工作辊驱动机构由传动轴(16)、锥齿轮传动副、蜗轮蜗杆传动副组成,工作辊高度调整机构由丝杠或螺纹传动副组成。三维曲面辊压成形装置能够改变传统模具成形板材的加工方式以及传统卷板成形装置只能加工二维曲面的加工方式,提供一种高效、连续

曲面零件连续辊压成形原理及理论分析.docx
曲面零件连续辊压成形原理及理论分析曲面零件连续辊压成形原理及理论分析引言:曲面零件是指其表面呈现非平面曲线形状的零件,如汽车车身零件、飞机外壳等。在制造曲面零件时,常常需要采用连续辊压成形的工艺,以获得所需的曲面形状和尺寸。连续辊压成形是指使用一组连续辊来对金属材料进行塑性变形,以使其形成所需的曲面形状。本文将介绍曲面零件连续辊压成形的原理,并进行理论分析。一、曲面零件连续辊压成形的原理曲面零件连续辊压成形的基本原理是通过辊的塑性变形将金属板材按照预定的曲线形状进行塑性变形。其基本步骤如下:1.材料预处理