
一种用于整体叶盘制造的线性摩擦焊接方法.pdf

是你****岺呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于整体叶盘制造的线性摩擦焊接方法.pdf
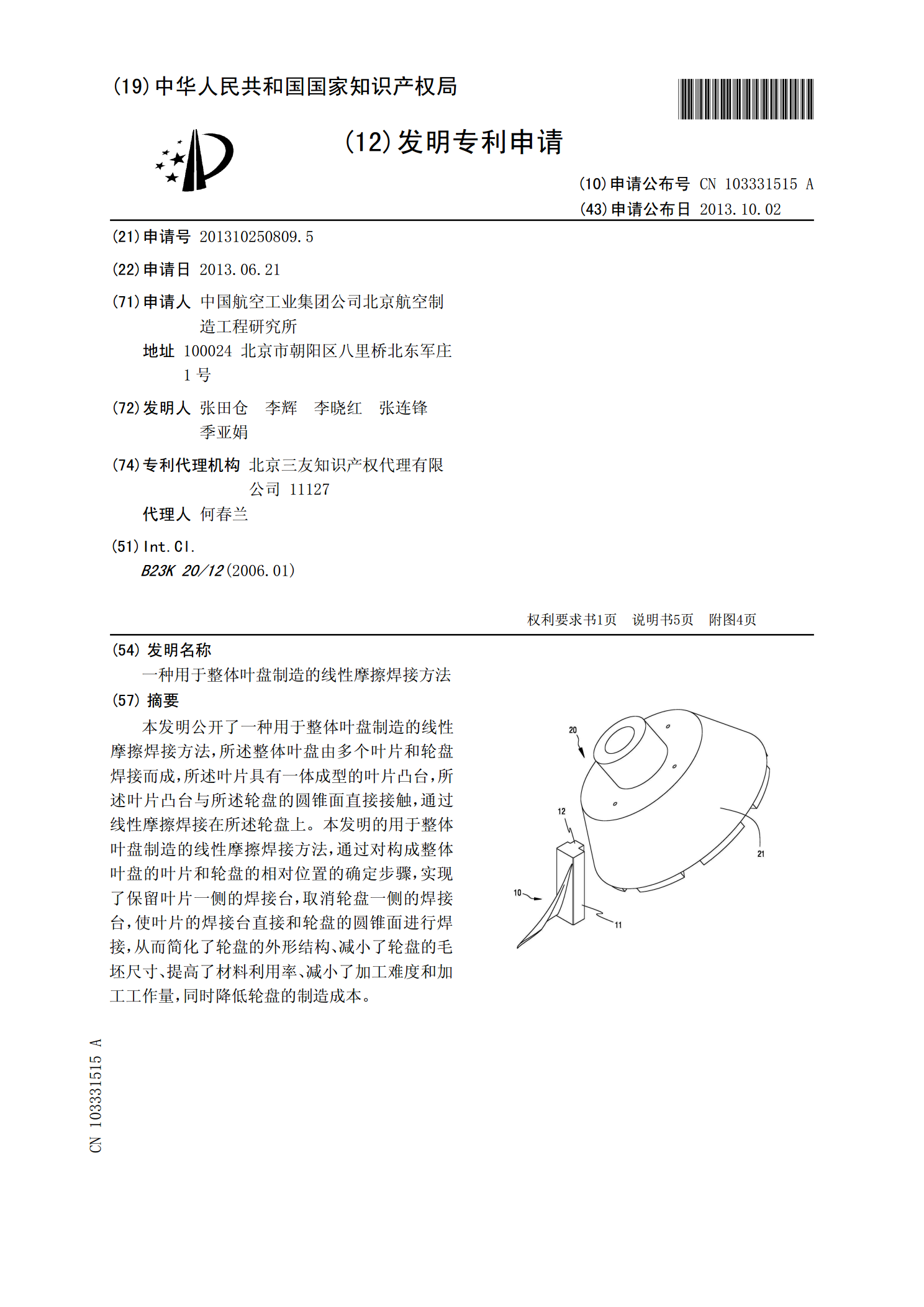
本发明公开了一种用于整体叶盘制造的线性摩擦焊接方法,所述整体叶盘由多个叶片和轮盘焊接而成,所述叶片具有一体成型的叶片凸台,所述叶片凸台与所述轮盘的圆锥面直接接触,通过线性摩擦焊接在所述轮盘上。本发明的用于整体叶盘制造的线性摩擦焊接方法,通过对构成整体叶盘的叶片和轮盘的相对位置的确定步骤,实现了保留叶片一侧的焊接台,取消轮盘一侧的焊接台,使叶片的焊接台直接和轮盘的圆锥面进行焊接,从而简化了轮盘的外形结构、减小了轮盘的毛坯尺寸、提高了材料利用率、减小了加工难度和加工工作量,同时降低轮盘的制造成本。

一种整体叶盘线性摩擦焊修复方法.pdf
本发明涉及一种整体叶盘线性摩擦焊修复方法。其采用贴合叶片型面的夹持块夹持在剩余叶根的周围,在夹持块上对应于线性摩擦焊焊接完成的停止位置处预留空腔,引导高温塑性金属在空腔处聚集,使可能出现的焊接缺陷均在叶型区外侧,保证修复后叶片内部质量,并结合采用高频率低振幅的焊接方法,保证修复后叶片内部质量可靠,减少因为塑性金属流动复杂变化引起的缺陷,提高了焊接工艺稳定性。

线性摩擦焊接钛合金整体叶盘研制与实验研究.docx
线性摩擦焊接钛合金整体叶盘研制与实验研究一、引言整体叶盘是航空发动机中的重要部分,它直接影响着航空发动机的性能和安全,因此,对于整体叶盘的制造工艺和质量控制十分重要。为了提高整体叶盘的性能和效率,近年来,线性摩擦焊接技术被广泛应用于整体叶盘的制造中。二、线性摩擦焊接技术的研究现状线性摩擦焊接技术是一种新型的金属焊接技术,它能够在室温下实现高强度的焊接,减少了熔融焊接过程中产生的氧化物和因温度过高产生的变形等缺陷,同时还能够实现自动化、高效率、低成本的生产方式。目前,线性摩擦焊接技术已经被广泛应用于航空航天

用于制作整体叶轮的线性摩擦焊接装置.pdf
一种用于制作整体叶轮的线性摩擦焊接装置,它包括底座(1),其特征是所述的底座(1)的中心安装有带导轨立柱(2),带导轨立柱(2)上安装有上压板(4),叶盘(10)装夹在上压板(4)和下支板(3)之间,下支板(3)与液压系统(11)相连并能在液压系统驱动下沿导轨立柱(2)上下往复快速移;在底座(1)上,导轨立柱(2)的周围沿圆周分布安装有与叶片数量相等的沿径向布置的导轨(8),导轨(8)上安装有装夹叶片(9)的装夹装置(7),装夹装置(7)通过连杆(6)与同样安装在导轨(8)上的冲击压缩机(5)相连。本发明

钛合金整体叶盘线性摩擦焊技术综述.docx
钛合金整体叶盘线性摩擦焊技术综述钛合金整体叶盘线性摩擦焊技术综述摩擦焊是一种高效、环保的金属连接技术,广泛应用于航空、航天、汽车、船舶等领域。而在航空发动机的制造领域,钛合金整体叶盘是发动机的核心部件之一,其连接强度对发动机的安全性和可靠性具有重要影响。因此,钛合金整体叶盘的连接技术研究备受关注,其中线性摩擦焊技术作为一种新型的连接方法,具有独特的优势和应用前景。1.钛合金整体叶盘的特点钛合金具有密度小、强度高、耐腐蚀等优点,是制造航空发动机部件的理想材料。整体叶盘作为航空发动机中承受高温高压等复杂力学环