
轮毂锻造液压机的调速控制系统.pdf

Wi****m7


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂锻造液压机的调速控制系统.pdf
本发明公开了一种轮毂锻造液压机的调速控制系统,包括:位移传感器;可编程控制器,用于接收滑块的位置信息,根据滑块的位移信息计算出滑块的平均速度,并对滑块的平均速度进行中值滤波处理;可编程控制器PID控制模块,PID控制模块接收中值滤波后的平均速度信息,并根据所述平均速度信息,做出控制输出指令;伺服阀,用于接收控制输出指令实现对轮毂等温锻造液压机的速度控制;其中:可编程控制器的输入端口与位移传感器电连接,可编程控制器的输出端口与PID控制器的输入端口电连接,PID控制器的输出端子与伺服阀的输入端子电连接。本发

基于中值滤波算法的等温锻造液压机调速设计.docx
基于中值滤波算法的等温锻造液压机调速设计基于中值滤波算法的等温锻造液压机调速设计摘要:随着现代制造业的发展,液压机在等温锻造领域具有广泛的应用。液压机调速设计是液压系统中关键的控制算法之一。本文以等温锻造液压机调速为研究对象,重点探讨了基于中值滤波算法的调速策略。通过理论分析和实验验证,证明了基于中值滤波算法的液压机调速设计的合理性和可行性。关键词:等温锻造;液压机调速;中值滤波算法;控制策略1引言随着现代制造业的进一步发展,液压机在等温锻造领域得到了广泛应用。在等温锻造工艺过程中,液压机的调速设计直接影

锻造液压机双缸同步控制系统研究.pptx
锻造液压机双缸同步控制系统研究目录添加目录项标题锻造液压机双缸同步控制系统的研究背景锻造液压机在工业领域的应用双缸同步控制系统的必要性研究目的和意义锻造液压机双缸同步控制系统的基本原理液压机工作原理双缸同步控制原理控制系统结构与组成锻造液压机双缸同步控制系统的关键技术传感器技术信号处理技术控制算法系统集成与优化锻造液压机双缸同步控制系统的实现与验证系统硬件配置软件设计与开发系统调试与实验验证性能评估与优化锻造液压机双缸同步控制系统的应用前景与展望实际应用案例分析技术发展趋势与展望感谢观看
锻造液压机组液压控制系统研究.pdf
华中理工大学博士学位论文锻造液压机组液压控制系统研究姓名:陈柏金申请学位级别:博士专业:材料科学指导教师:黄树槐2000.11.1要摘华中理工大学博士学位论文愀造液压机由于锻造速度快、控制精度好、自动化程度高、工艺范围广以及节能、憎先针对目前锻造液压机液压传动系统中多级开关阀控制系统成本低、性能差和正弦泉控制系统性能好、成本高的矛盾,在国内外首次采用大通径比例插装阀构成了最后对影响锻造液压机性能的各个环节进行了实验研究。÷’节材显著,被认为是自由锻设备的发展方向之一,是目前在用大型自由锻锤及中小型普通水压
一种大型铝合金轮毂锻造成型液压机.pdf
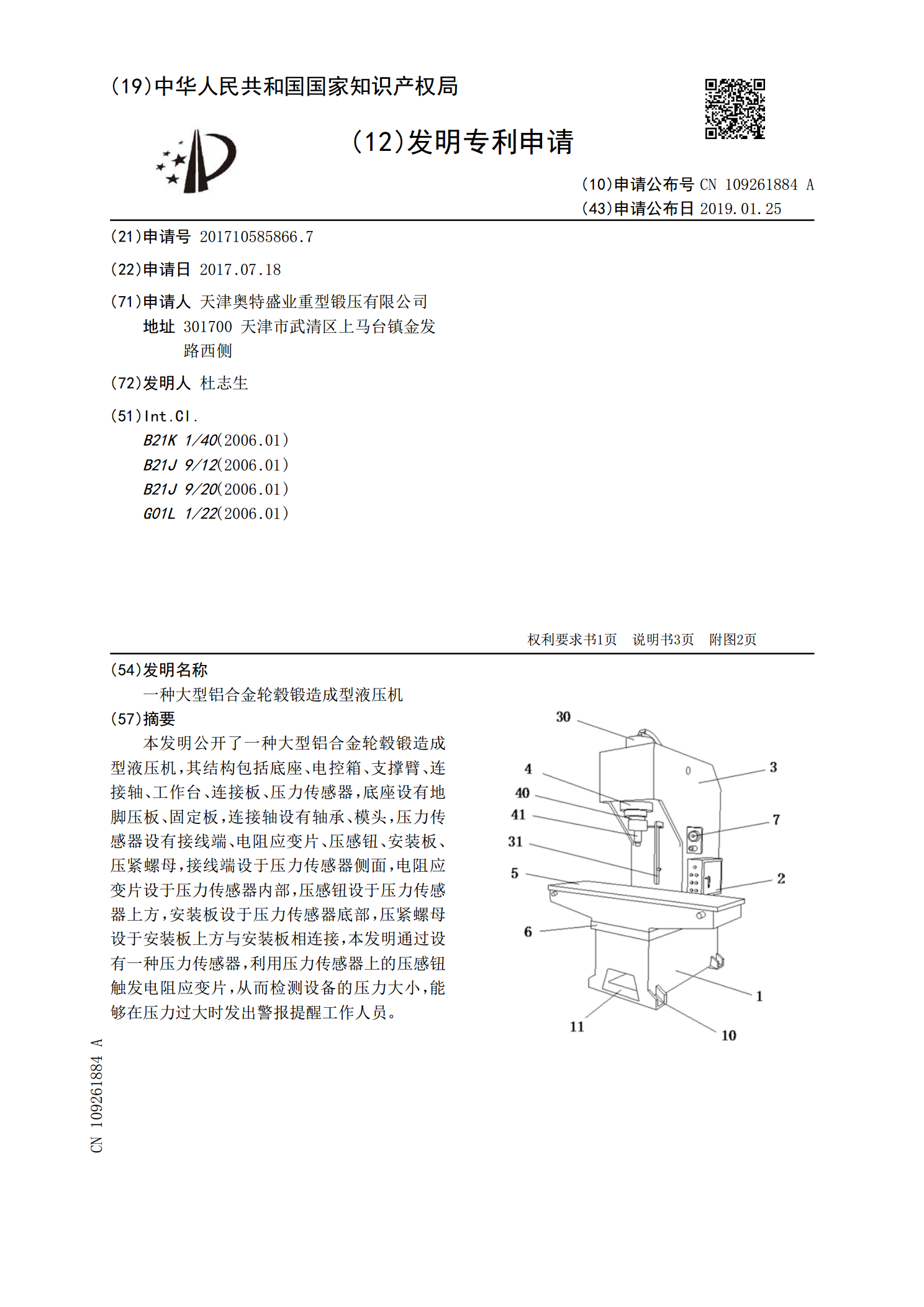
本发明公开了一种大型铝合金轮毂锻造成型液压机,其结构包括底座、电控箱、支撑臂、连接轴、工作台、连接板、压力传感器,底座设有地脚压板、固定板,连接轴设有轴承、模头,压力传感器设有接线端、电阻应变片、压感钮、安装板、压紧螺母,接线端设于压力传感器侧面,电阻应变片设于压力传感器内部,压感钮设于压力传感器上方,安装板设于压力传感器底部,压紧螺母设于安装板上方与安装板相连接,本发明通过设有一种压力传感器,利用压力传感器上的压感钮触发电阻应变片,从而检测设备的压力大小,能够在压力过大时发出警报提醒工作人员。