
弯轴的加工过程及工艺装备.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

弯轴的加工过程及工艺装备.docx
弯轴的加工过程及工艺装备弯轴加工是一种将原材料弯曲成特定形状的加工过程。在工业生产中,弯轴广泛用于汽车、航空航天、机械设备等领域。弯轴的加工过程涉及到多个环节和工艺装备,包括材料选择、设计、预处理、成形、检测等。本文将从这些方面进行论述,旨在介绍弯轴加工的过程及相关工艺装备。首先,材料选择是弯轴加工的首要环节。根据不同的应用需求,选择合适的材料对于弯轴的性能和使用寿命至关重要。常用的弯轴材料有钢材、铝合金、铜合金等,其强度、韧性、耐腐蚀性能等均有所差异。在选择材料时,需要结合弯轴的具体应用场景进行综合考虑
轴加工工艺过程.doc
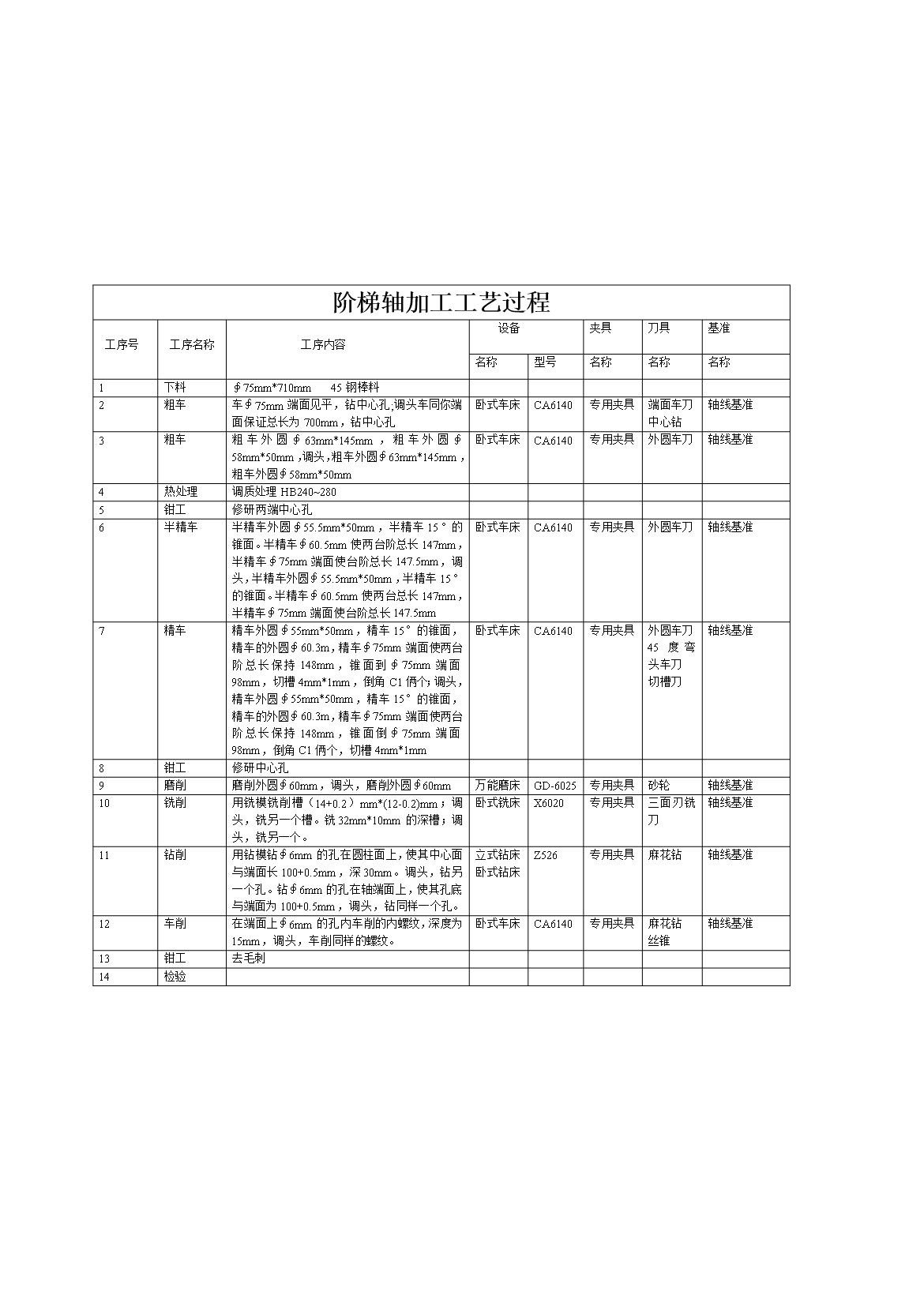
阶梯轴加工工艺过程工序号工序名称工序内容设备夹具刀具基准名称型号名称名称名称1下料∮75mm*710mm45钢棒料2粗车车∮75mm端面见平,钻中心孔;调头车同你端面保证总长为700mm,钻中心孔卧式车床CA6140专用夹具端面车刀中心钻轴线基准3粗车粗车外圆∮63mm*145mm,粗车外圆∮58mm*50mm,调头,粗车外圆∮63mm*145mm,粗车外圆∮58mm*50mm卧式车床CA6140专用夹具外圆车刀轴线基准4热处理调质处理HB240~2805钳工修研两端中心孔6半精车半精车外圆∮55.5mm

轴加工工艺过程.doc
阶梯轴加工工艺过程工序号工序名称工序内容设备夹具刀具基准名称型号名称名称名称1下料∮75mm*710mm45钢棒料2粗车车∮75mm端面见平,钻中心孔;调头车同你端面保证总长为700mm,钻中心孔卧式车床CA6140专用夹具端面车刀中心钻轴线基准3粗车粗车外圆∮63mm*145mm,粗车外圆∮58mm*50mm,调头,粗车外圆∮63mm*145mm,粗车外圆∮58mm*50mm卧式车床CA6140专用夹具外圆车刀轴线基准4热处理调质处理HB240~2805钳工修研两端中心孔6半精车半精车外圆∮55.5mm
阶梯轴加工工艺过程.doc
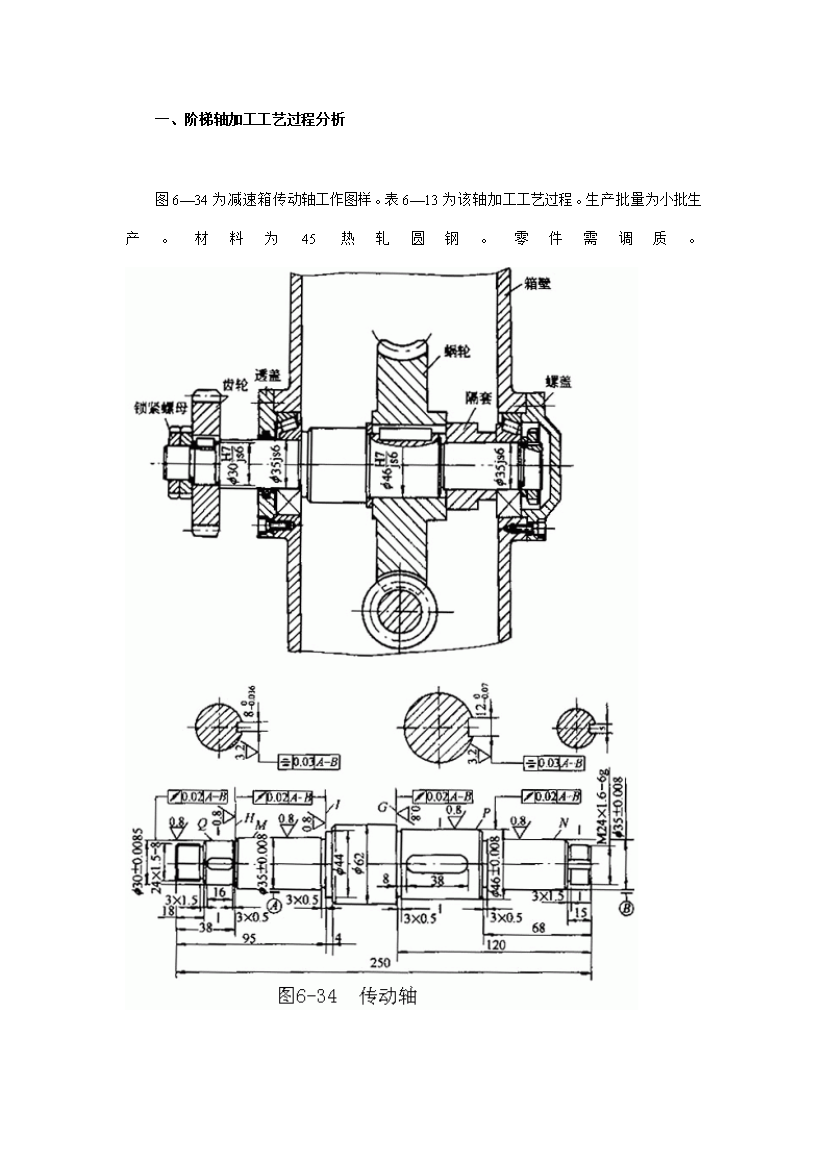
一、阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。(一)构造及技术条件分析该轴为没有中心通孔旳多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高旳尺寸精度和形状位置精度,并有较小旳表面粗糙度值,该轴有调质热处理规定。(二)加工工艺过程分析1.确定重要表面加工措施和加工方案。传动轴大多是回转表面,重要是采用车削和外圆磨削。由于该轴重要表面M,N,P,Q旳公差等级较高(IT6),表面粗糙度值较小
阶梯轴加工工艺过程.doc
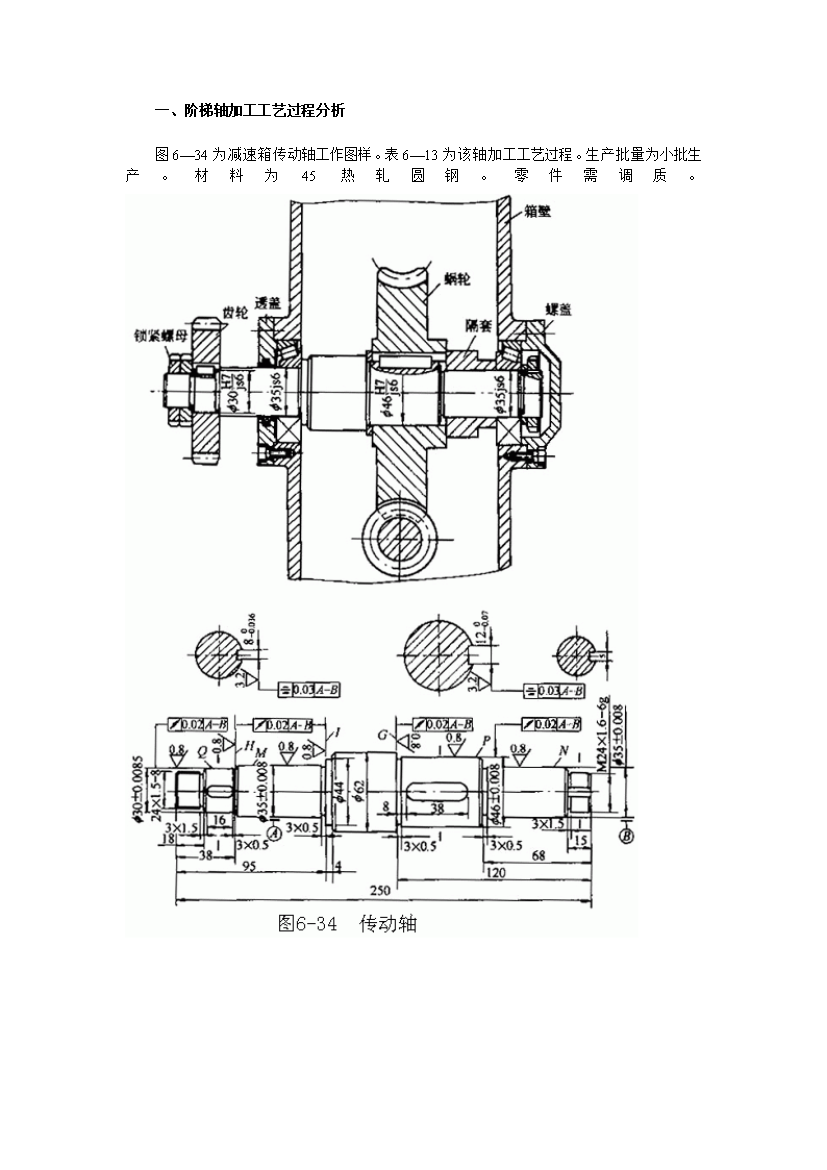
一、阶梯轴加工工艺过程分析图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。(一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小