
IE工业工程内部培训教材.pptx

赫赫****等你

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共107页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

IE工业工程内部培训教材.pptx
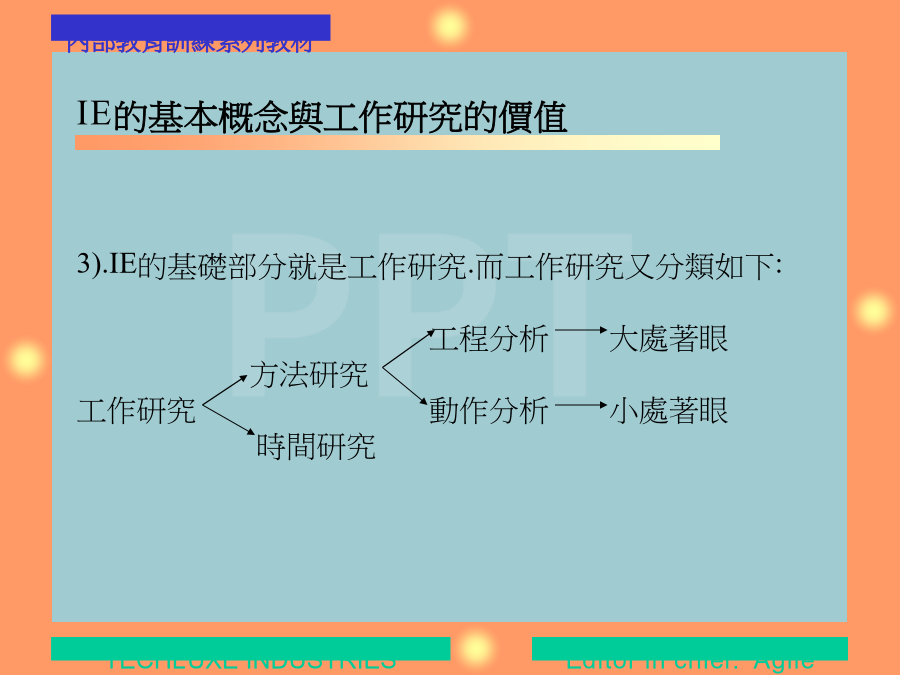
工業工程課堂要求活用賺錢的IE活用賺錢的IEIE的基本概念與工作研究的價值1.IE(IndustrialEngineering)的概念IE的基本概念與工作研究的價值IE的基本概念與工作研究的價值1.何謂工程分析一般的工廠總是把原材料經過一系列的加工檢查搬運保管的過程,最後轉化為成品出售,過程中,若干相關作業的集合,按照一定的順序進行,可以產生一定範圍的效果,稱之為工程;對工程加以分析調查,找出其中浪費不均勻不合理的地方,進而進行改善的方法,稱之為工程分析.2.工程分析的目的1).對現有工程進行改善;2).
IE工业工程培训教材-.doc
第一部分工业工程第一章IE基础1.IE(IndustrialEngineering)的概要IE的定义所谓IE是对综合人、材料、设备、能源等所有系统进行设计、改善、稳定化为目的的。将综合后的所有系统进行稳定化时,为了显示和评价形成的结果,使用工学分析或设计原则与技法,同时使用数学、自然科学、社会科学等专业知识或技法。人MACHINEMACHINE机MACHINEMACHINEIE(综合化与系统改善)法MACHINEMACHINE物MACHINEMACHINE图I1—1定义的具体化IE是以人为本形成的技术

IE-工业工程培训教材-INDUSTRIALENGINEERING.ppt
IE培训教材课程内容IE小故事IE小故事(续)美国质量管理权威朱兰博士说:美国值得向全世界夸耀的东西就是IE美国之所以打胜第一次世界大战又有打胜第二次世界的力量就是美国有IE。IE的定义IE的目标IE的功能IE的意识IE的精神为什么IE会受到重视再看今天的日本面积不到38万平方公里人口不过1亿多但国民生产总值占世界国民生产总值的10%据1980年的统计日本国民的人均生产总值为1。087万美元居世界第二位。拿汽车工业来说:美国用工量
IE工业综合项目工程培训教材.doc
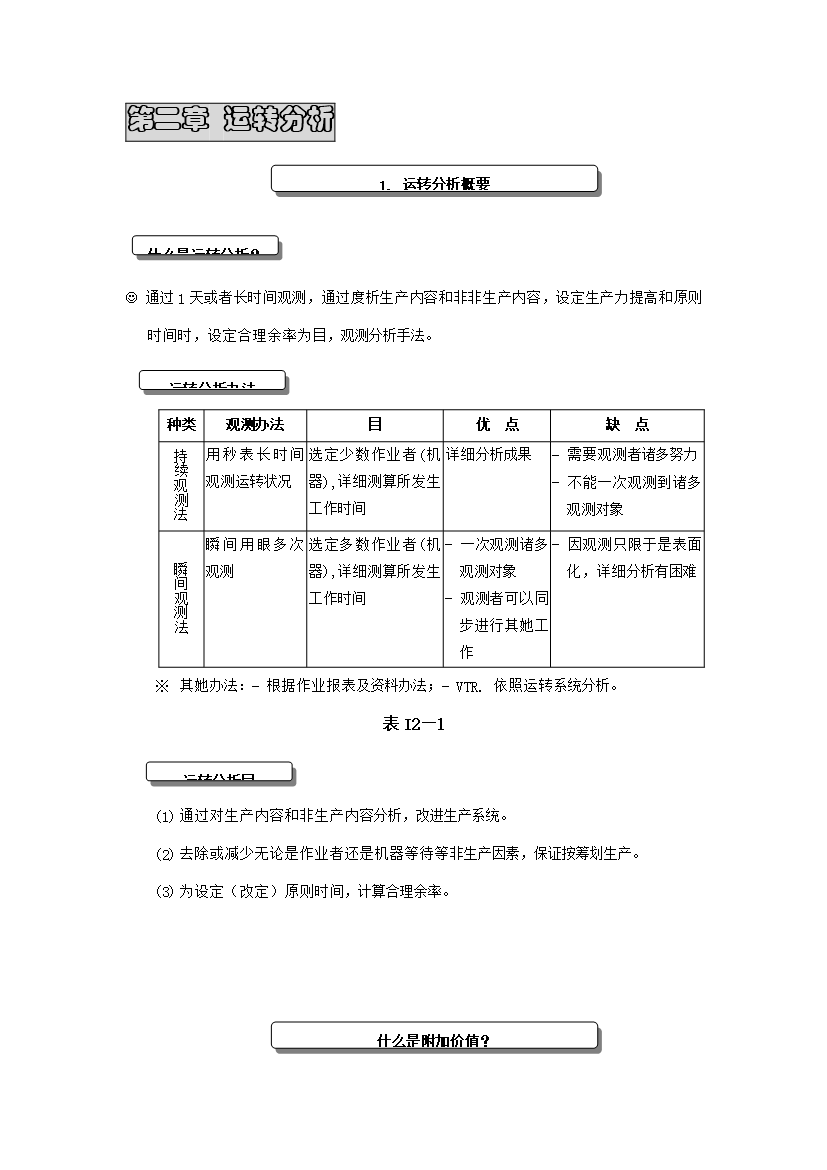
第二章运转分析1.运转分析概要什么是运转分析?通过1天或者长时间观测,通过度析生产内容和非非生产内容,设定生产力提高和原则时间时,设定合理余率为目,观测分析手法。运转分析办法种类观测办法目优点缺点持续观测法用秒表长时间观测运转状况选定少数作业者(机器),详细测算所发生工作时间详细分析成果-需要观测者诸多努力-不能一次观测到诸多观测对象瞬间观测法瞬间用眼多次观测选定多数作业者(机器),详细测算所发生工作时间-一次观测诸多观测对象-观测者可以同步进行其她工作-因观测只限于是表面化,详细分析有困难其她办法:-

IE-工业工程培训教材-INDUSTRIALENGINEERING.ppt
IE培训教材课程内容IE小故事IE小故事(续)美国质量管理权威朱兰博士说:美国值得向全世界夸耀的东西就是IE,美国之所以打胜第一次世界大战,又有打胜第二次世界的力量,就是美国有IE。IE的定义IE的目标IE的功能IE的意识IE的精神为什么IE会受到重视再看今天的日本,面积不到38万平方公里,人口不过1亿多,但国民生产总值占世界国民生产总值的10%,据1980年的统计,日本国民的人均生产总值为1。087万美元,居世界第二位。拿汽车工业来说:美国用工量日本用工量装配一辆汽车33个14个制造一辆车身9.5小时2