
锅炉省煤器泄漏应急检修方案.docx

快乐****蜜蜂


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锅炉省煤器泄漏应急检修方案.docx
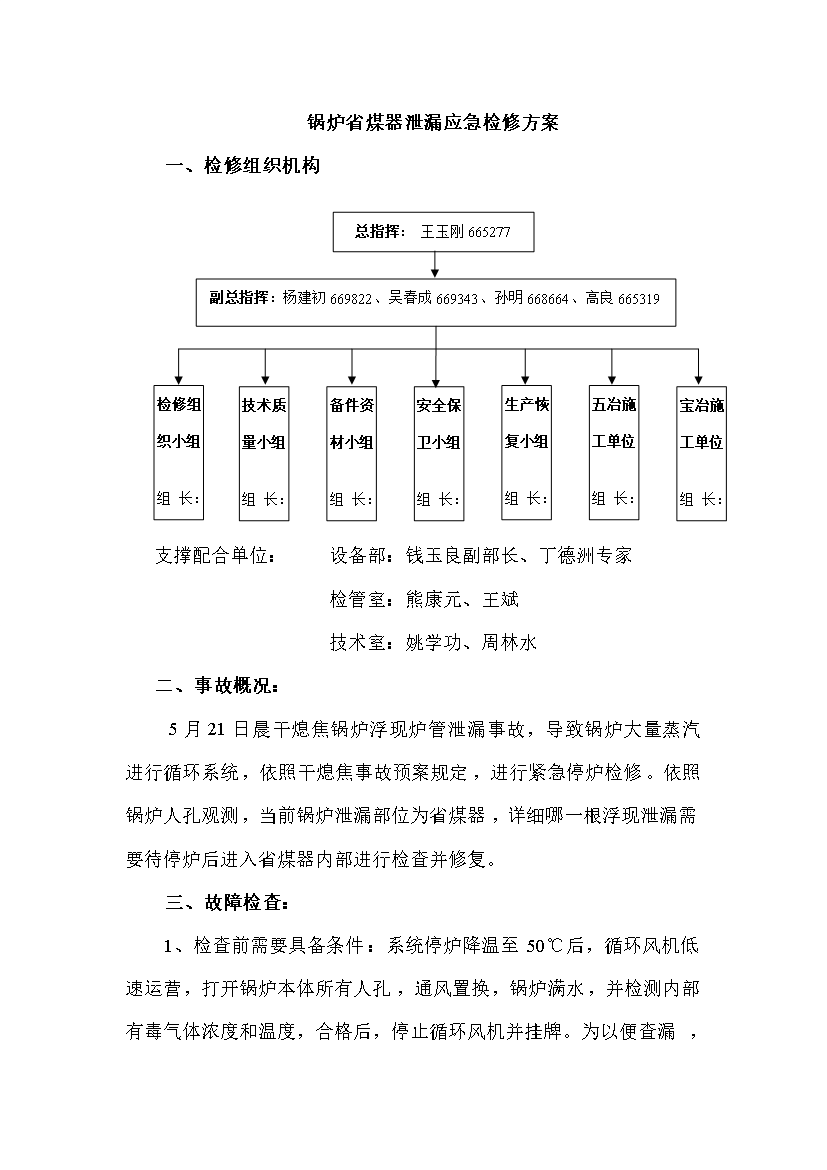
锅炉省煤器泄漏应急检修方案检修组织机构生产恢复小组组长:孙明668664五冶施工单位组长:张正勇662269检修组织小组组长:吴春成669343技术质量小组组长:龙高翔661372副总指挥:杨建初669822、吴春成669343、孙明668664、高良665319备件资材小组组长:胡文斌666984总指挥:王玉刚665277安全保卫小组组长:熊小平665892宝冶施工单位组长:罗毅671923支撑配合单位:设备部:钱玉良副部长、丁德洲专家检管室:熊康元、王斌技术室:姚学功、周林水二、事故概况:2013年5
锅炉省煤器泄漏应急检修专项方案.doc
锅炉省煤器泄漏应急检修方案检修组织机构生产恢复小组组长:孙明668664五冶施工单位组长:张正勇662269检修组织小组组长:吴春成669343技术质量小组组长:龙高翔661372副总指挥:杨建初669822、吴春成669343、孙明668664、高良665319备件资材小组组长:胡文斌666984总指挥:王玉刚665277安全保卫小组组长:熊小平665892宝冶施工单位组长:罗毅671923支撑配合单位:设备部:钱玉良副部长、丁德洲专家检管室:熊康元、王斌技术室:姚学功、周林水二、事故概况:5月21日晨

锅炉省煤器泄漏原因分析及对策.docx
锅炉省煤器泄漏原因分析及对策-1--4-锅炉省煤器泄漏原因分析及对策某电厂一台东方锅炉厂生产的DG410/9.8-6型高温高压锅炉采用悬挂JI型布置直流燃烧器按四角布置煤粉悬浮切圆燃烧。1999年2月投产共计运转时间约2万多小时。该炉省煤器为非沸腾式错列布置上下2级省煤器与空气预热器交叉布置。下级省煤器分4组沿竖井烟道深度和宽度方向中心线对称布置。下级省煤器管共132片264根规格为32×4管材为20G。2022年初该炉曾在1个月内连续发生4次下级省煤器磨损泄漏故障导致4次被迫停炉。检查发现4次泄

燃煤锅炉省煤器泄漏原因及对策.docx
燃煤锅炉省煤器泄漏原因及对策燃煤锅炉省煤器泄漏原因及对策摘要:燃煤锅炉省煤器泄漏是燃煤锅炉运行中常见的问题之一,在长期的运行过程中会导致能源的浪费和环境的污染。本文对燃煤锅炉省煤器泄漏的原因进行了分析,并提出了相应的对策,旨在降低燃煤锅炉省煤器泄漏现象的发生,提高能源利用效率和环境保护意识。一、燃煤锅炉省煤器泄漏原因分析1.1省煤器结构问题:燃煤锅炉省煤器泄漏的主要原因之一是省煤器自身的结构问题。省煤器结构复杂,包括了多层的煤气和水管,容易发生煤气或水管的老化、腐蚀、破损等问题,导致泄漏的发生。1.2材料

220th锅炉省煤器泄漏原因分析及处理方案.docx
220th锅炉省煤器泄漏原因分析及处理方案随着我国对能源的依赖程度越来越高,节能减排已成为社会各界关注的一个重要问题。在许多机械设备中,煤炭锅炉是能耗较大的设备之一,因此,如何降低煤炭锅炉的能耗,提高燃烧效率,已成为能源节约的一个重要措施。而在煤炭锅炉中,省煤器作为一种能够降低锅炉排放物质,提高锅炉热效率的重要设备,已经被广泛应用。但是,在使用过程中,我们经常会遇到一个问题,那就是锅炉省煤器泄漏。本文将对该问题进行分析,并提出相应的处理方案。一、锅炉省煤器泄漏的原因1.煤质问题煤质不良是导致锅炉省煤器泄漏