
端子拉力标准.docx

快乐****蜜蜂


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

端子拉力标准.docx
核准审核制作钟菊兰0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.0范围:此规范适用于各类端子压着检验.权责:制造部:依此规范进行生产.品保部:负责依此规范进行检验.定义:无.0内容:端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可.端子的内模压着导体后外露部分须超过0.2~1mm。正确铆压见:如附图一.端子不良铆压标准:绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。如附

端子拉力标准.doc
.精选范本核准审核制作钟菊兰0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.0范围:此规范适用于各类端子压着检验.权责:制造部:依此规范进行生产.品保部:负责依此规范进行检验.定义:无.0内容:端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可.端子的内模压着导体后外露部分须超过0.2~1mm。正确铆压见:如附图一.端子不良铆压标准:绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易

端子拉力标准.doc
.精选范本核准审核制作钟菊兰0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.0范围:此规范适用于各类端子压着检验.权责:制造部:依此规范进行生产.品保部:负责依此规范进行检验.定义:无.0内容:端子正确铆压标准:端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可.端子的内模压着导体后外露部分须超过0.2~1mm。正确铆压见:如附图一.端子不良铆压标准:绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易

端子拉力测试标准.doc
v1.0可编辑可修改v1.0可编辑可修改v1.0可编辑可修改端子拉力测试标准参照JST的序号端子型号适用线材压接高度单位:mm抗拉强度%q0h9U'h-b!R"X!c$单位:N开口长度单位:mm%B.i(x,b'3m0e,i4zAWGSA(mm)1直插(250直)22#±45N以上620#±73N以上18#±91N以上16#±136N以上-n/b-w)w2c:N-质量-SPC,sixsigma,TS16949,MSA,FMEA--(20万质量人注册)14#±27
自动端子拉力测试机.pdf
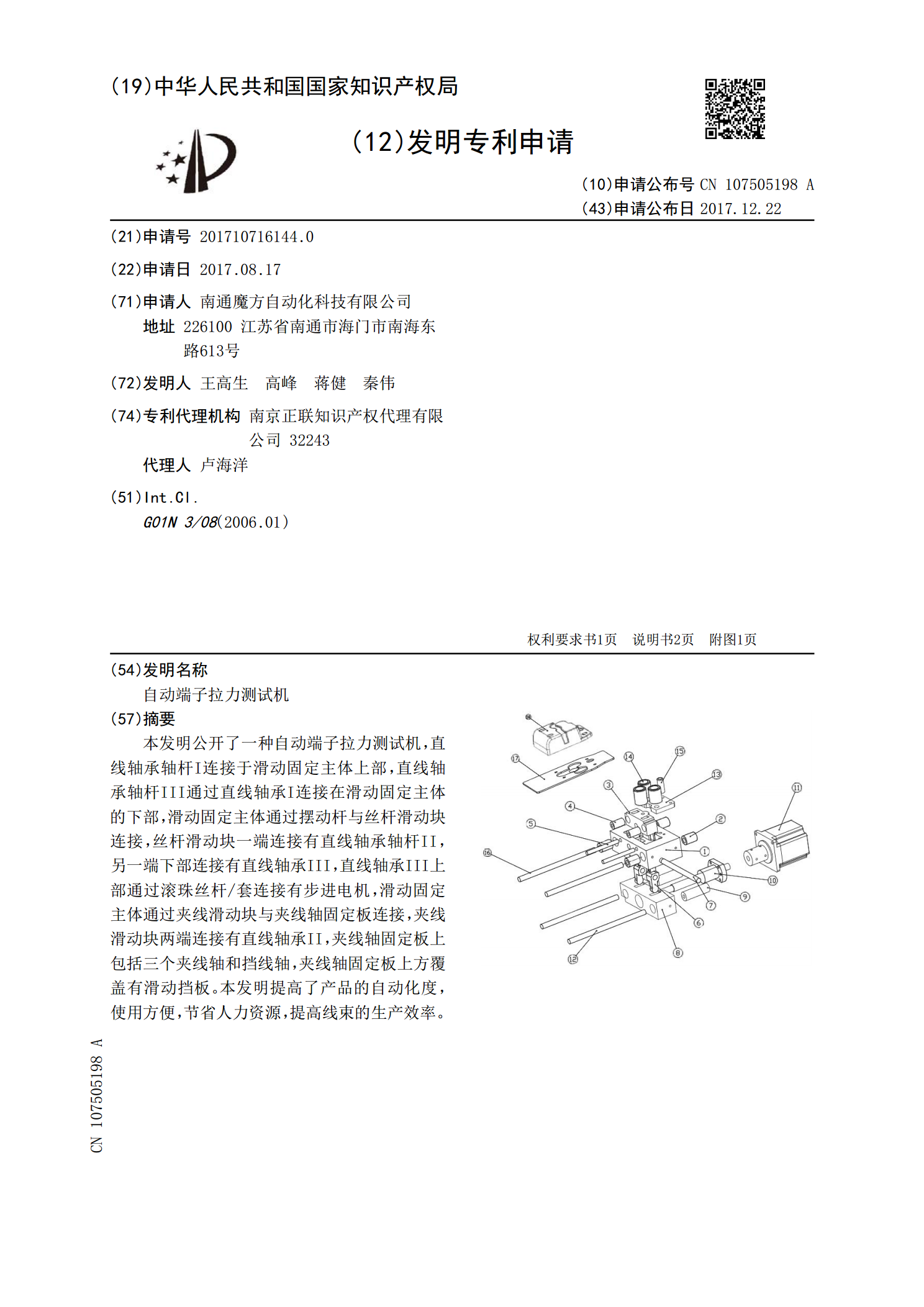
本发明公开了一种自动端子拉力测试机,直线轴承轴杆I连接于滑动固定主体上部,直线轴承轴杆III通过直线轴承I连接在滑动固定主体的下部,滑动固定主体通过摆动杆与丝杆滑动块连接,丝杆滑动块一端连接有直线轴承轴杆II,另一端下部连接有直线轴承III,直线轴承III上部通过滚珠丝杆/套连接有步进电机,滑动固定主体通过夹线滑动块与夹线轴固定板连接,夹线滑动块两端连接有直线轴承II,夹线轴固定板上包括三个夹线轴和挡线轴,夹线轴固定板上方覆盖有滑动挡板。本发明提高了产品的自动化度,使用方便,节省人力资源,提高线束的生产效