
加氢裂化飞温事故过程分析.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

加氢裂化飞温事故过程分析.docx
2010年3月5日蜡油加氢裂化装置事故开停工过程分析一装置停工原因106-K-102背压蒸汽压力达到4.3MPa,造成汽轮机出口背压蒸汽线上安全阀(放空口为一向下弯头)起跳,并且安全阀未能及时复位,现场大量蒸汽喷向地面并向四周扩散,操作人员无法靠近,不能准确判断具体的泄漏位置,同时避免对系统蒸汽供应产生影响,操作人员在109单元关闭进106装置的9.5MPa蒸汽手阀,循环氢压缩机K102停运,低速泄压阀启动,装置紧急停工。二事故停、开工经过3月5日5:46装置紧急停工,K102停机,反应系统7bar紧急泄

加氢裂化反应器中造成局部热点和飞温的数学模型分析.docx
加氢裂化反应器中造成局部热点和飞温的数学模型分析加氢裂化反应器是一种重要的炼油和化工生产设备。它主要用于加氢处理石油馏分,以降低温室气体排放和提高燃料效率。然而,在操作过程中,加氢裂化反应器中可能会出现局部热点和飞温的问题,这不仅会影响反应器的稳定性和生产效率,而且还可能导致设备损坏和安全事故的发生。因此,了解加氢裂化反应器中局部热点和飞温的形成机制和数学模型,对于确保运行安全、提高生产效率具有重要意义。在加氢裂化反应器中,局部热点和飞温的形成主要与反应器内部的热传递和物质传递有关。热传递是指热量在反应器
一种利用反应压力抑制加氢裂化飞温的方法.pdf
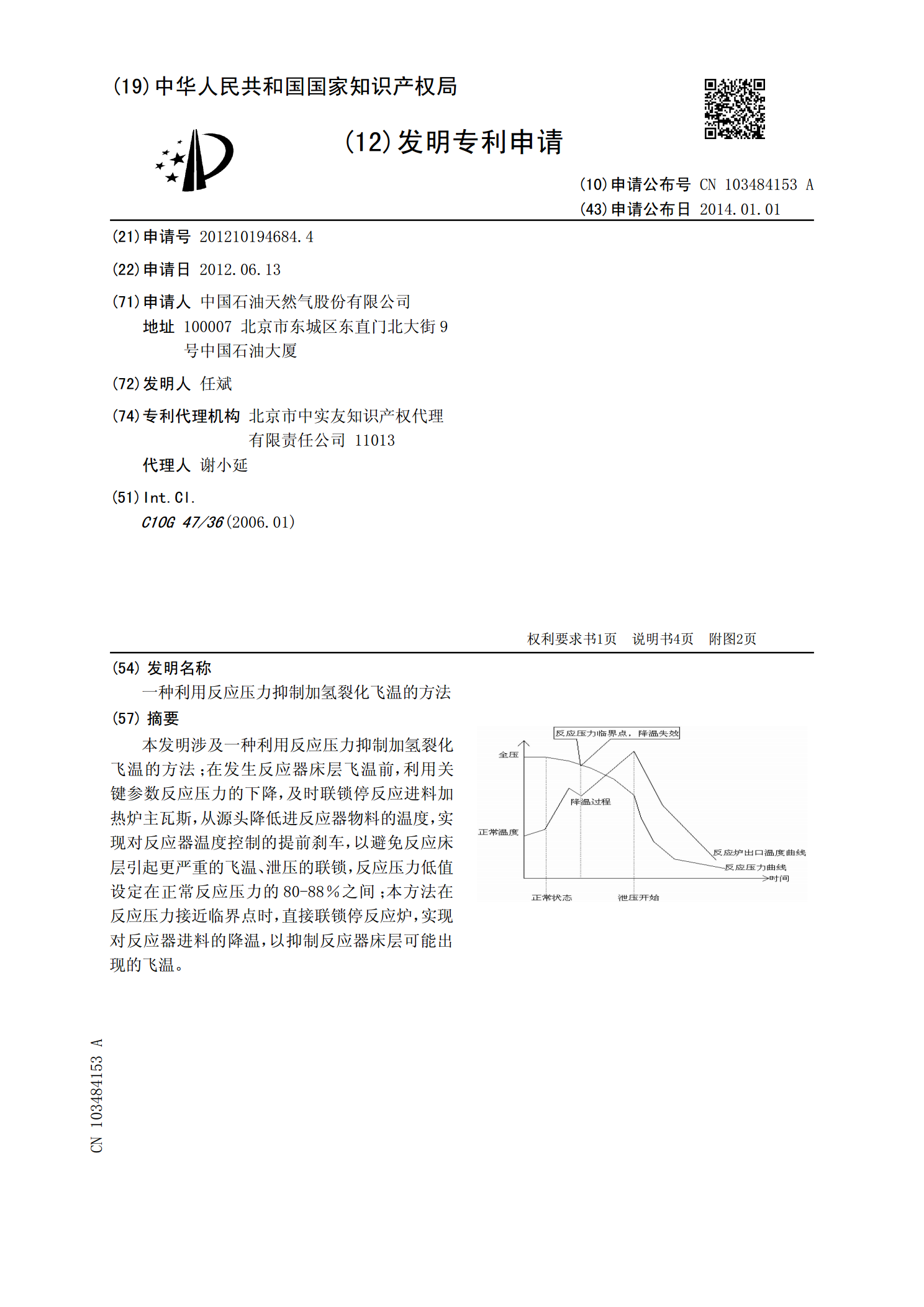
本发明涉及一种利用反应压力抑制加氢裂化飞温的方法;在发生反应器床层飞温前,利用关键参数反应压力的下降,及时联锁停反应进料加热炉主瓦斯,从源头降低进反应器物料的温度,实现对反应器温度控制的提前刹车,以避免反应床层引起更严重的飞温、泄压的联锁,反应压力低值设定在正常反应压力的80-88%之间;本方法在反应压力接近临界点时,直接联锁停反应炉,实现对反应器进料的降温,以抑制反应器床层可能出现的飞温。

对加氢裂化过程理论最小能耗的分析.docx
对加氢裂化过程理论最小能耗的分析加氢裂化是一种将高分子化合物分解成低分子化合物的化学反应。在加氢裂化中,高分子化合物通过加氢作用使化学键断裂,产生低分子化合物。这种化学反应广泛应用于石油加工和化学工业中,对工业界的重要性不言而喻。在过去的几十年里,随着能源需求的不断增长,加氢裂化过程的能源消耗问题引起了越来越多的关注。因此,对加氢裂化过程的最小能耗进行分析,可以为提高工业生产效率、降低能源消耗和减少环境污染做出贡献。加氢裂化过程理论最小能耗分析涉及许多复杂的过程,包括热力学分析、化学动力学分析和传热传质分

台风温比亚过程分析及影响.pptx
台风温比亚过程分析及影响目录添加章节标题台风温比亚概述台风温比亚的生成台风温比亚的路径台风温比亚的强度台风温比亚对环境的影响对气候的影响对水文的影响对大气的影响台风温比亚对社会的影响对交通的影响对农业的影响对经济的影响对人们生活的影响台风温比亚对自然灾害的影响引发的暴雨灾害引发的洪涝灾害引发的地质灾害引发的风暴潮灾害台风温比亚的应对措施气象部门的预警和监测政府部门的应急响应社会各界的支持和参与个人自我保护和防范意识提高THANKYOU