
为减小转子轴向力对离心压缩机的改造.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

为减小转子轴向力对离心压缩机的改造.docx
为减小转子轴向力对离心压缩机的改造摘要:介绍分析了新乡中新化工有限责任公司空分装置,空压机组增压机转子轴向力偏大原因以及为为减小转子的轴向力所进行的平衡管改造。关键词:转子平衡管平衡盘轴向力我公司的1台空压机组的增压机,型号为:EBZ456,为筒式结构,六级叶轮从低压级到高压级一次排列,每2级叶轮为一段,共三段,进气压力为0.6MPa,排气压力为6.3MPa。为引进的德国曼透平技术。在2011年4月开始试车运行,在试车的时候,排气压力刚达到5.0MPa左右时,发现主推力瓦的温度已经达到110℃,最高达11

为减小转子轴向力对离心压缩机的改造.docx
为减小转子轴向力对离心压缩机的改造感谢您的题目,我将为您撰写一篇关于减小转子轴向力对离心压缩机改造的论文。论文标题:减小转子轴向力对离心压缩机的改造摘要:离心压缩机是一种常用的压缩机类型,其主要作用是将气体或蒸汽加压。然而,在运行过程中,离心压缩机面临着转子轴向力过大的问题,可能导致运行不稳定、振动过大等问题。本论文旨在研究和探讨减小转子轴向力对离心压缩机的改造方法,以提高其稳定性和可靠性。第一章:引言1.1研究背景1.2研究目的和意义1.3论文结构第二章:离心压缩机的工作原理和构造2.1离心压缩机的基本
一种减小离心泵轴向力的回流装置.pdf
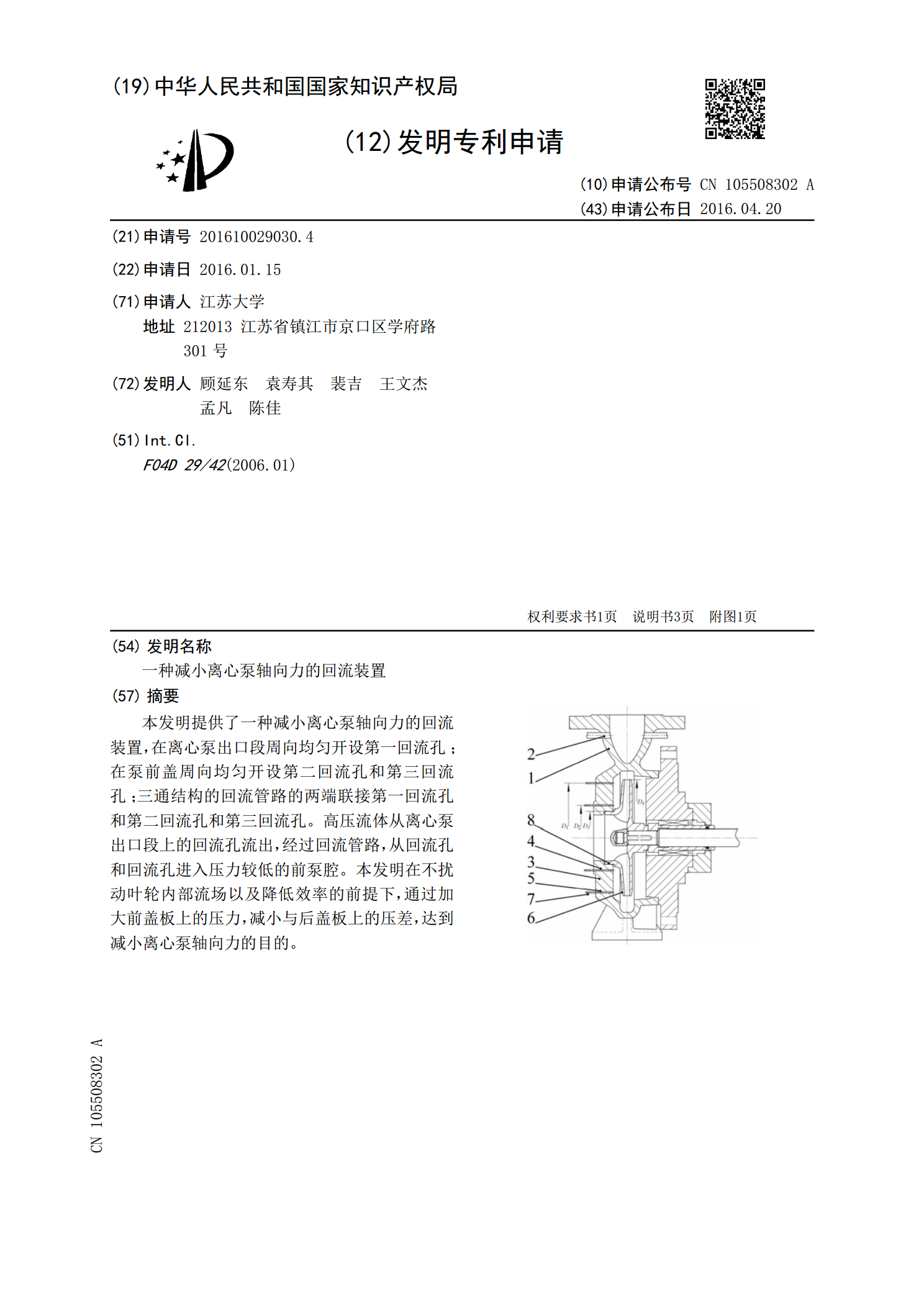
本发明提供了一种减小离心泵轴向力的回流装置,在离心泵出口段周向均匀开设第一回流孔;在泵前盖周向均匀开设第二回流孔和第三回流孔;三通结构的回流管路的两端联接第一回流孔和第二回流孔和第三回流孔。高压流体从离心泵出口段上的回流孔流出,经过回流管路,从回流孔和回流孔进入压力较低的前泵腔。本发明在不扰动叶轮内部流场以及降低效率的前提下,通过加大前盖板上的压力,减小与后盖板上的压差,达到减小离心泵轴向力的目的。
多级离心泵转子轴向力平衡机构.pdf
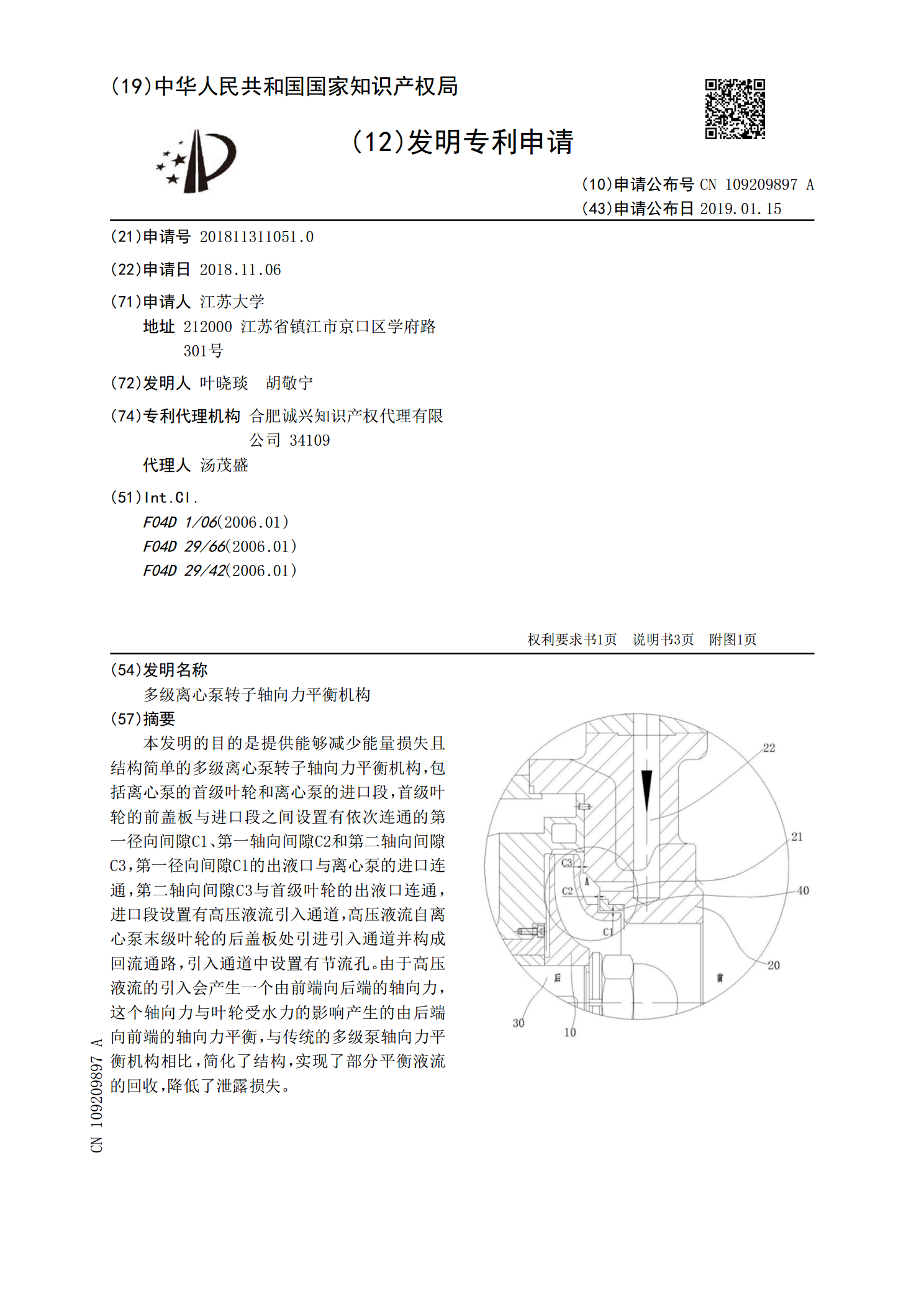
本发明的目的是提供能够减少能量损失且结构简单的多级离心泵转子轴向力平衡机构,包括离心泵的首级叶轮和离心泵的进口段,首级叶轮的前盖板与进口段之间设置有依次连通的第一径向间隙C1、第一轴向间隙C2和第二轴向间隙C3,第一径向间隙C1的出液口与离心泵的进口连通,第二轴向间隙C3与首级叶轮的出液口连通,进口段设置有高压液流引入通道,高压液流自离心泵末级叶轮的后盖板处引进引入通道并构成回流通路,引入通道中设置有节流孔。由于高压液流的引入会产生一个由前端向后端的轴向力,这个轴向力与叶轮受水力的影响产生的由后端向前端的
离心式压缩机转子与气封轴向碰磨原因分析.pptx
汇报人:CONTENTS离心式压缩机转子与气封轴向碰磨概述碰磨现象描述碰磨对压缩机性能的影响碰磨原因分析转子与气封轴向间隙过小转子与气封轴向热膨胀不一致转子与气封轴向润滑不良转子与气封轴向装配误差预防和解决措施调整转子与气封轴向间隙控制转子与气封轴向热膨胀改善转子与气封轴向润滑条件提高转子与气封轴向装配精度案例分析某离心式压缩机转子与气封轴向碰磨案例案例分析过程及结果案例总结与启示结论离心式压缩机转子与气封轴向碰磨原因分析总结对离心式压缩机设计和运行的建议汇报人: