
文献翻译——超级电容器用氮掺杂多孔碳材料的制备及性能研究.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

文献翻译——超级电容器用氮掺杂多孔碳材料的制备及性能研究.docx
基于溶胶-凝胶过程和KOH活化方法的超级电容器用富氮掺杂多孔碳一种具有高比表面积和优良电容性能的超级电容器电极用富氮掺杂多孔碳材料(Nitrogen-dopedporouscarbon,NPC)是聚丙烯酸和甲醚化三聚氰胺甲醛树脂通过溶胶-凝胶过程,在常温下静置24小时,接着在N2氛围下,于350℃煅烧、500℃碳化各一小时,用不同比例的KOH在700℃活化两小时而制备的。NPC的孔容和表面化学组成可由KOH活化步骤控制,随着活化比例的增大,NPC的比表面积发生了显著的变化,由14.2m2g-1增加到最高2

文献翻译超级电容器用氮掺杂多孔碳材料的制备及性能研究样本.doc
基于溶胶-凝胶过程和KOH活化办法超级电容器用富氮掺杂多孔碳一种具备高比表面积和优良电容性能超级电容器电极用富氮掺杂多孔碳材料(Nitrogen-dopedporouscarbon,NPC)是聚丙烯酸和甲醚化三聚氰胺甲醛树脂通过溶胶-凝胶过程,在常温下静置24小时,接着在N2氛围下,于350℃煅烧、500℃碳化各一小时,用不同比例KOH在700℃活化两小时而制备。NPC孔容和表面化学构成可由KOH活化环节控制,随着活化比例增大,NPC比表面积发生了明显变化,由14.2m2g-1增长到最高2674m2g-1

超级电容器用氮氧共掺杂多孔碳纳米材料的制备及性能研究.pptx
超级电容器用氮氧共掺杂多孔碳纳米材料的制备及性能研究目录氮氧共掺杂多孔碳纳米材料的制备方法实验材料与设备制备原理及过程制备中的关键技术及参数控制氮氧共掺杂多孔碳纳米材料的结构与形貌材料的结构表征材料的形貌观察结构与形貌对性能的影响氮氧共掺杂多孔碳纳米材料在超级电容器中的应用电化学性能测试储能机制研究应用前景及挑战氮氧共掺杂多孔碳纳米材料在其他领域的应用探索在能源存储与转换领域的应用在电化学传感器领域的应用在其他新兴领域的应用前景结论与展望研究结论未来研究方向与展望感谢观看
超级电容器用氮掺杂多孔碳材料的制备方法.pdf
本发明公开了一种利用花生壳等生物质为原料,通过氮源和活化试剂的引入,一步活化法合成高性能超级电容器用氮掺杂多孔碳材料。本发明包括具体步骤如下:首先将花生壳等生物质粉碎,然后将其与活化试剂、氮源按一定比例混合,向混合物中加入一定量蒸馏水浸渍一段时间后,将其烘干一定时间,最后将混合物在管式炉中高温活化一段时间,固体过滤、洗涤、干燥得到超级电容器用高性能氮掺杂多级孔碳材料。本方法合成路线简单,通过控制活化试剂和氮源的加入量控制多孔碳材料的氮的掺杂量和孔隙发达程度,从而制备高比容量超级电容器用氮掺杂多孔碳材料。
一种超级电容器用高性能氮掺杂生物质多孔碳的制备方法.pdf
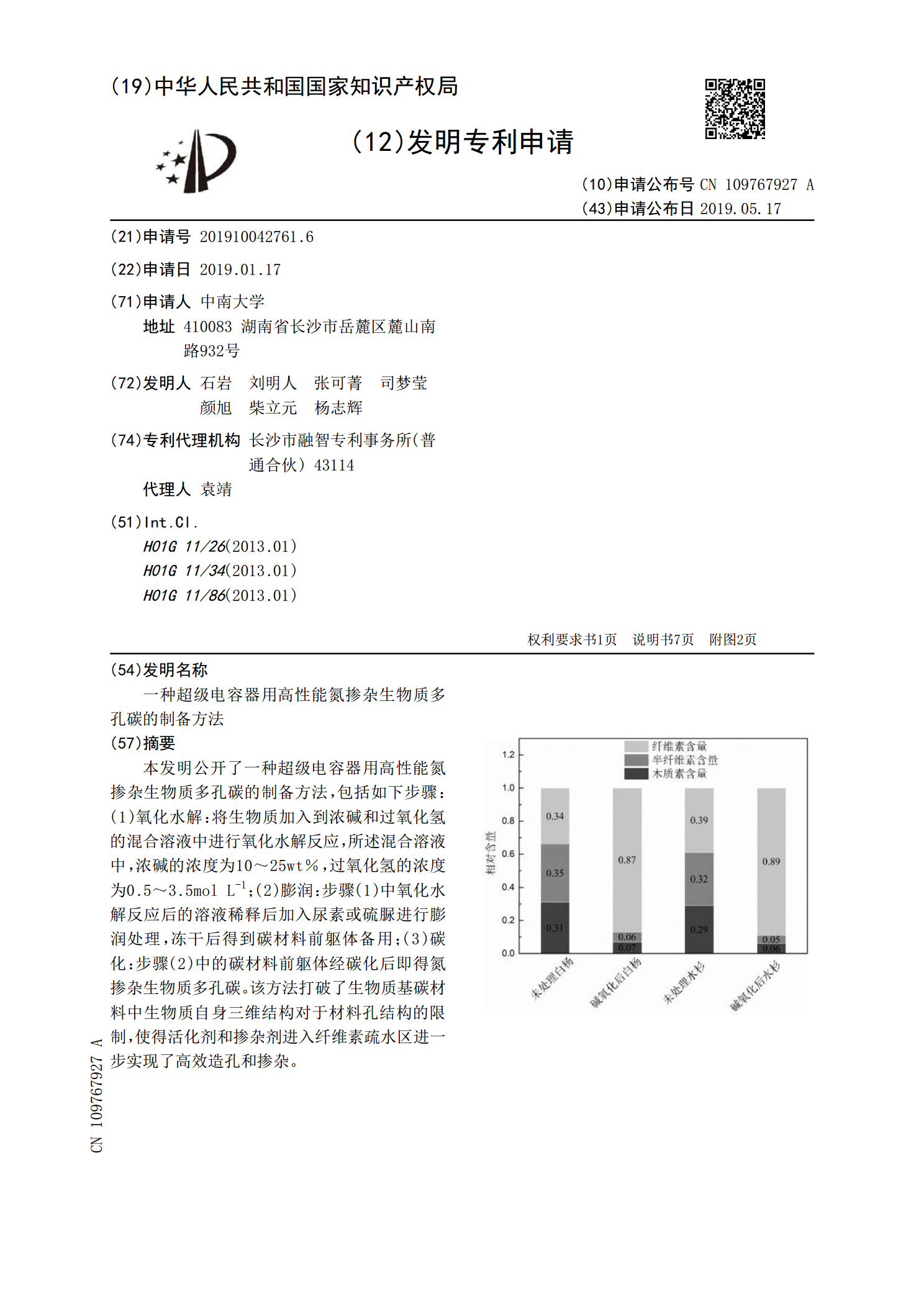
本发明公开了一种超级电容器用高性能氮掺杂生物质多孔碳的制备方法,包括如下步骤:(1)氧化水解:将生物质加入到浓碱和过氧化氢的混合溶液中进行氧化水解反应,所述混合溶液中,浓碱的浓度为10~25wt%,过氧化氢的浓度为0.5~3.5molL<base:Sup>?1</base:Sup>;(2)膨润:步骤(1)中氧化水解反应后的溶液稀释后加入尿素或硫脲进行膨润处理,冻干后得到碳材料前躯体备用;(3)碳化:步骤(2)中的碳材料前躯体经碳化后即得氮掺杂生物质多孔碳。该方法打破了生物质基碳材料中生物质自身三维结构对于