
机械加工工艺工序卡片.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

机械加工工艺工序卡片.docx
机械学院机械加工工艺过程卡片产品型号零件图号产品名称十字头零件名称十字头材料牌号HT200毛坯种类灰铸铁毛坯外形尺寸每毛坯可制件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件00毛坯铸造,清理热工10热处理时效20车1.粗车左端面,半精车右端面保证总长85.08mm金工CA614045°车刀、游标卡尺2.粗车85外圆至85.6mmCA614090°偏头外圆车刀、游标卡尺两端倒角C1CA614045°车刀30车1.车孔35至图样要求金工CA614090°偏头外圆车刀、游标卡尺2.车孔5

机械加工工艺过程卡片及工序卡片.doc
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH201455零件图号4059资料编号227产品名称分度齿盘零件名称分度齿盘座材料牌号405514毛坯种类45钢毛坯外形尺寸Φ250*60mm每毛坯件数1每台件数工序号工名序称工序内容车间工段设备工艺装备工时准终单件1粗铣两端面1立式铣床立式铣床、专用夹具2粗精铣顶面、底面、内阶梯面、外阶梯端面2数控铣床数控铣床、专用夹具3粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔1坐标镗床卧式镗床、专用夹具4钻顶面2-φ8锥销孔1摇臂

机械加工工序卡片工艺过程卡片.doc
专业文档供参考,如有帮助请下载。专业文档供参考,如有帮助请下载。专业文档供参考,如有帮助请下载。机械加工工序卡片底图号装订号描校描图湖州师范学院机械加工工艺卡片产品型号零部件图号产品名称连接座零部件名称连接座车间工序号工序名材料牌号1粗铣端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工件数立式铣床XA50321夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时准终单件015s工步号工步内容工艺装备主轴速度r/min切削速度m/min进给量mm/r

机械加工工艺过程卡片及工序卡片.doc
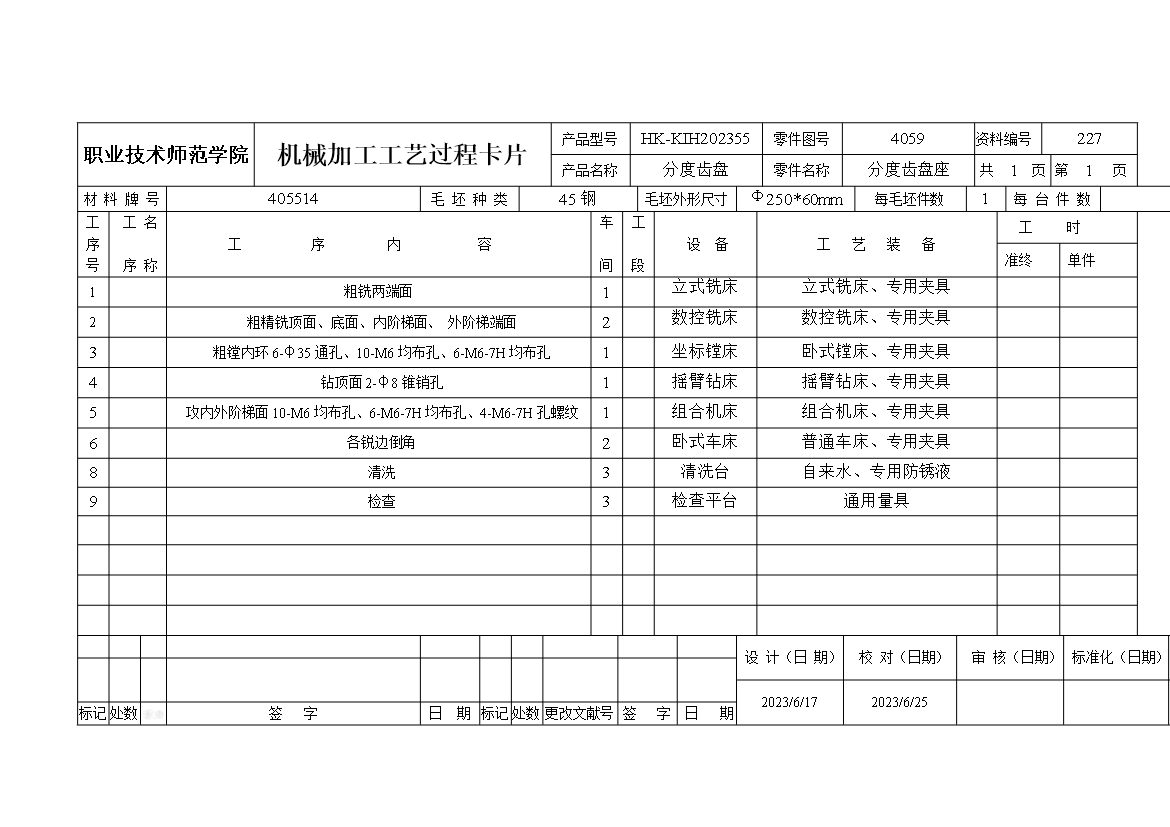
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH202355零件图号4059资料编号227产品名称分度齿盘零件名称分度齿盘座材料牌号405514毛坯种类45钢毛坯外形尺寸Φ250*60mm每毛坯件数1每台件数工序号工名序称工序内容车间工段设备工艺装备工时准终单件1粗铣两端面1立式铣床立式铣床、专用夹具2粗精铣顶面、底面、内阶梯面、外阶梯端面2数控铣床数控铣床、专用夹具3粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔1坐标镗床卧式镗床、专用夹具4钻顶面2-φ8锥销孔1摇臂
机械加工工艺过程卡片及工序卡片.doc
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH202355零件图号4059资料编号227产品名称分度齿盘零件名称分度齿盘座材料牌号405514毛坯种类45钢毛坯外形尺寸Φ250*60mm每毛坯件数1每台件数工序号工名序称工序内容车间工段设备工艺装备工时准终单件1粗铣两端面1立式铣床立式铣床、专用夹具2粗精铣顶面、底面、内阶梯面、外阶梯端面2数控铣床数控铣床、专用夹具3粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔1坐标镗床卧式镗床、专用夹具4钻顶面2-φ8锥销孔1摇臂