
钢板火焰切割面质量要求.docx

快乐****蜜蜂


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钢板火焰切割面质量要求.docx
SW********设备制造有限公司企业标准——————————————————钢板火焰切割面质量要求(试行)2004年8月29日发布2004年8月31日实施——————————————————————————————*******机电设备制造有限公司批准钢板火焰切割面质量要求(试行)1.主要内容与适用范围本标准规定了钢板、型材火焰切割面质量要求和精度等级以及切割表面加工余量标准。本标准主要适用于机械自动、半自动火焰切割,板厚4.5~200mm范围。2.引用标准:JB/T10045.3-1999热切割气割

提高钢板火焰切割质量的工艺措施.docx
提高钢板火焰切割质量的工艺措施钢板火焰切割技术在金属加工领域中占据着重要的地位,但是好的切割质量并不是易如反掌,需要工艺措施的优化才能得到更好的结果。本文将从工艺措施的角度,探讨如何提高钢板火焰切割质量。首先,掌握正确的火焰切割操作步骤对于提高切割质量至关重要。在使用火焰切割设备对钢板进行加工之前,需要先了解钢板的材质、厚度等信息,并根据这些信息设置适当的切割参数。在进行切割时,需要尽量保持切割喷嘴与钢板的距离稳定并垂直,这可以保证切割速度和质量的稳定。特别需要注意的是,在切割过程中不要停止或改变方向,否
钢板火焰切割支撑座.pdf
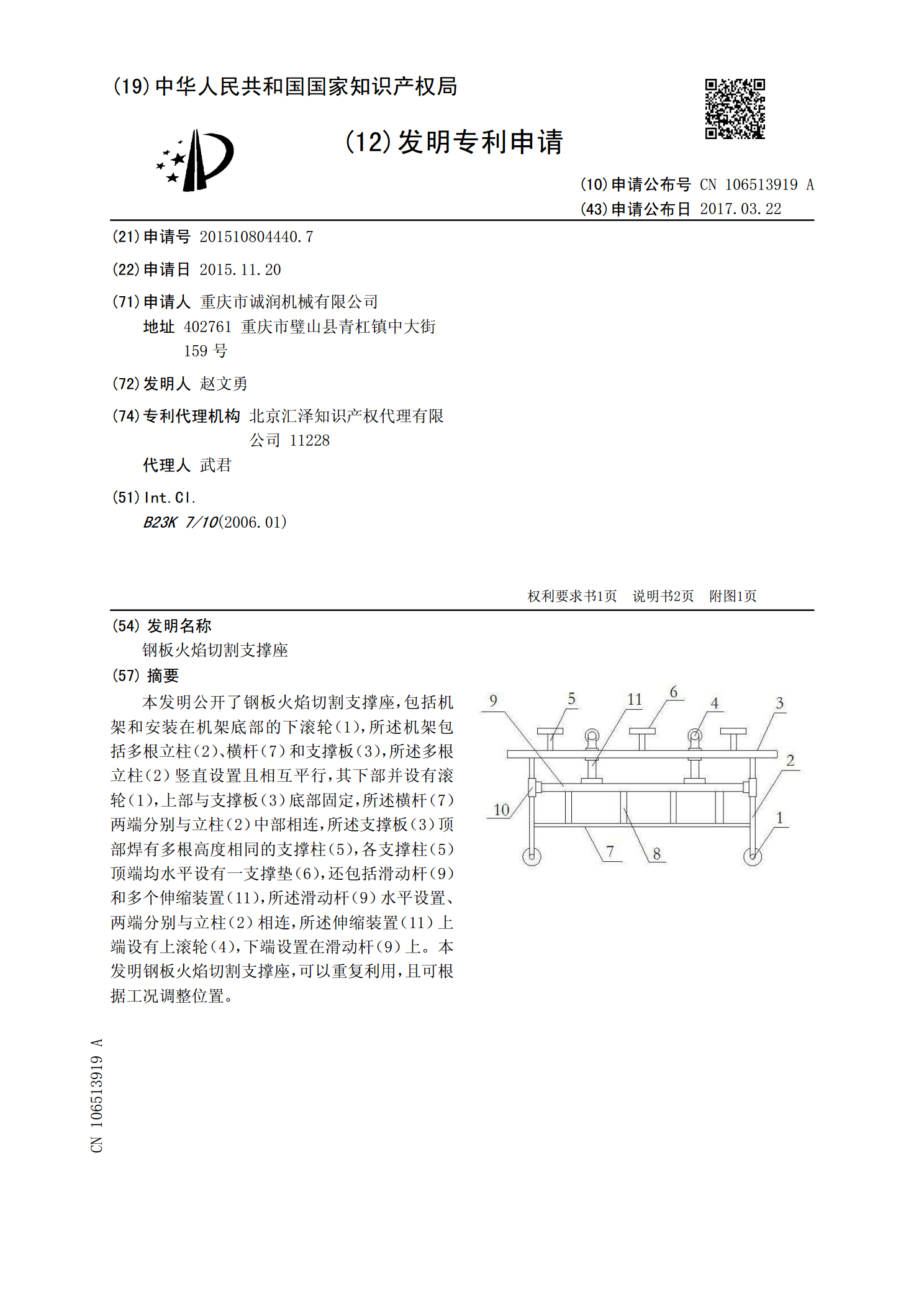
本发明公开了钢板火焰切割支撑座,包括机架和安装在机架底部的下滚轮(1),所述机架包括多根立柱(2)、横杆(7)和支撑板(3),所述多根立柱(2)竖直设置且相互平行,其下部并设有滚轮(1),上部与支撑板(3)底部固定,所述横杆(7)两端分别与立柱(2)中部相连,所述支撑板(3)顶部焊有多根高度相同的支撑柱(5),各支撑柱(5)顶端均水平设有一支撑垫(6),还包括滑动杆(9)和多个伸缩装置(11),所述滑动杆(9)水平设置、两端分别与立柱(2)相连,所述伸缩装置(11)上端设有上滚轮(4),下端设置在滑动杆(

数控火焰切割面质量缺陷及原因分析.docx
数控火焰切割面质量缺陷及原因分析Title:AnalysisofQualityDefectsandCausesinCNCFlameCuttingSurfaceAbstract:Inthispaper,weanalyzevariousqualitydefectsthatmayoccurinCNCflamecuttingsurfacesanddiscussthepotentialreasonsbehindthesedefects.CNCflamecuttingiswidelyusedinvariousindu

钢板火焰切割用支撑工装.pdf
本发明涉及钢板火焰切割用支撑工装,包括框架,所述框架上固定连接有多组横梁,所述横梁上可拆卸固定连接有多组固定筒,所述固定筒的外部至少设有一个支撑柱,所述支撑柱的底端均固定连接有插杆,所述插杆可拆卸插接至固定筒内;对支撑柱进行安装时,只需将插杆插接在固定筒内,然后通过转盘的转动,让弧形插柱插接在定位孔内,便可将插杆和支撑柱进行支撑安装,然后再将风塔板钢板放置在支撑柱上进行切割即可,需要更换个别损坏支撑柱时,只需再次转动转盘,让弧形插柱不在与定位孔插接,然后取出插杆进行更换即可,所以本设备让支撑柱拆装方便,方