
丝棉纺浆纱工艺的探讨康淑娟.pdf

一只****呀盟


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

丝棉纺浆纱工艺的探讨康淑娟.pdf
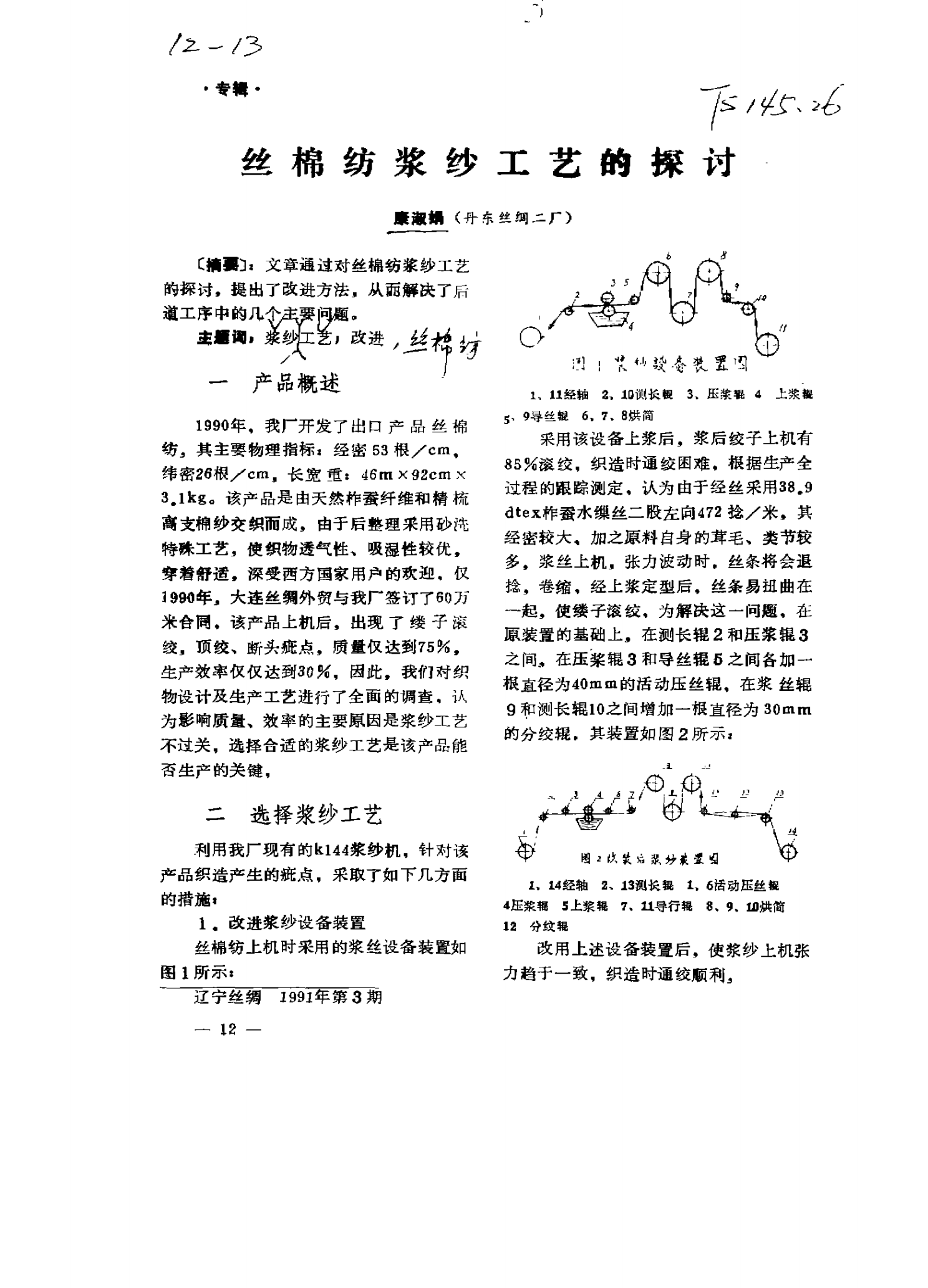
?一}·专辑·/、丝棉纺浆纱工艺的探讨康淑娟(丹东丝翱二厂)[摘曩]z文章通过对丝棉纺浆纱工艺的探讨。提出了改进方法,从而解决了后,j粗主:譬螟,兰梯!¨坟奄装置一产品概述1、n经轴2,1O铡捷幌3,压浆辊4上装辊5,9导丝辊6,7,8供简1990年,我厂开发了出口产品丝棉采用该设备上浆后,浆后绞子上机有纺,其主要物理指标z经密53根/cm。85滚绞织造时通绞困难,根据生产全纬密26根/cm,长宽重{46m×92cm×.过程的跟踪测定。认为由于经丝采用38.93.1kg。该产品是由天然柞蚕纤维和精梳dte
丝棉纺浆纱工艺的探讨康淑娟.pdf
一·专辑·/、丝棉纺浆

康淑娟备选方案选择分析.ppt
技术经济学第三篇知识应用篇第八章备选方案选择分析技术方案的相互关系:(1)互斥型。即方案不能同时存在,方案之间使相互排斥的。互斥型方案又被称为替代型、排他型、对立型等;(2)独立型。即方案之间是相容性的,只要条件允许,就可以选择方案群中的有利项目。采纳其中之一并不要求放弃其他方案。(3)相关性。方案之间相互影响。(4)混合型。混合型方案群的特点是在群内包含的各个方案,它们之间既有独立关系,又有互斥关系。第一节独立方案的选择分析例8-1某工程项目有A、B、C、D四个独立方案。有关资料如表8-1所示,当期望收

棉纺工艺研究方向的探讨.docx
棉纺工艺研究方向的探讨棉纺工艺研究方向的探讨摘要:棉纺工艺是指将棉花经过一系列的加工工序,转变为纺织品的过程。随着科技的发展和纺织行业的日益竞争,棉纺工艺的研究和创新显得尤为重要。本文将探讨棉纺工艺研究的方向,包括纺纱工艺、印染工艺、整理工艺以及环保工艺等方面的研究进展。1.引言棉纺工艺是纺织行业的核心技术之一。它决定了纺织品的质量、性能和生产效率。随着社会经济的发展和人们对品质生活的追求,棉纺工艺面临着更高的要求和更广阔的发展空间。因此,棉纺工艺的研究和创新成为纺织行业提高竞争力和满足市场需求的关键。2

天丝短纤棉纺精梳工艺研究.pptx
汇报人:CONTENTSPARTONEPARTTWO精梳工艺的定义和作用天丝短纤的特点和应用精梳工艺的研究现状和发展趋势PARTTHREE原料选择和准备梳理和除杂并条和条卷精梳和针梳落卷和打包PARTFOUR梳理工艺参数优化精梳工艺参数优化针梳工艺参数优化落卷工艺参数优化PARTFIVE实际生产中的问题及解决方案案例分析:某企业精梳工艺改进实践案例分析:某品牌天丝短纤棉纺产品的生产流程优化PARTSIX新技术和新设备的研发和应用提高生产效率和产品质量的方法和途径环保和可持续发展要求下的工艺改进和创新汇报人