
111焊接工艺简介.ppt

一吃****新冬

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共53页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
111焊接工艺简介.ppt
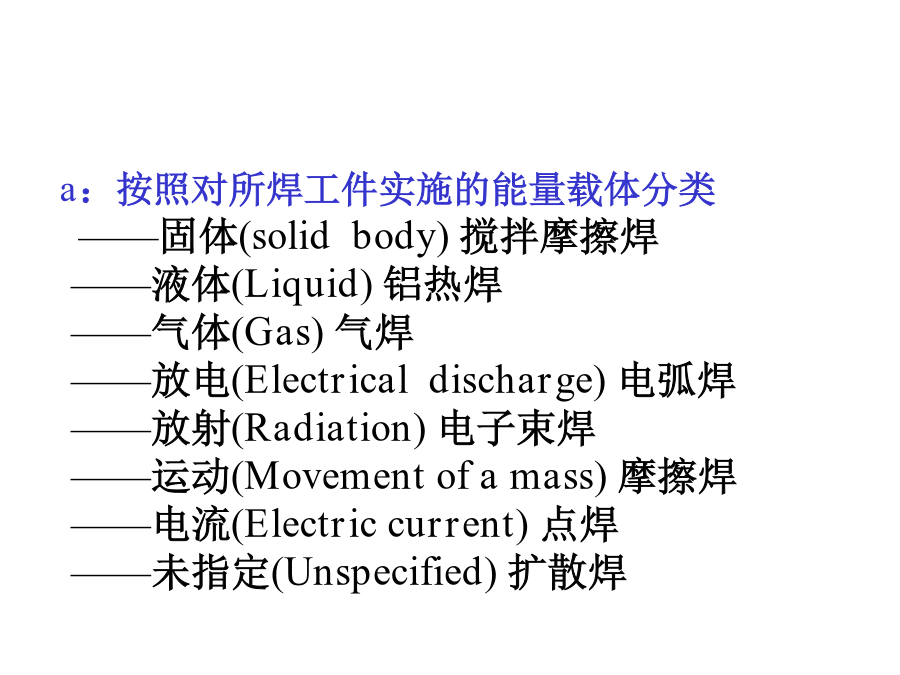
焊接工艺简介金属构件的连接生产技术的一个重要任务是金属构件的连接。而金属构件的连接一般可区分为通过螺钉,销钉和热压配合的可拆连接和通过焊接、钎焊、铆接及粘接的不可拆连接。焊接技术焊接、钎焊、粘接的区别:焊接------焊接是一种不可拆的连接方法,它是工件在加热或加压作用下,或者在加热与加压共同作用下实现材料连接的方法。在连接区,材料一般被熔化和/或产生塑性变形,焊接可分为熔化焊接(采用加热方法时)压力焊接(采用加压或加压与加热共同作用时)钎焊-----钎焊是一种不可拆的热连接方法,它是在采用熔化的钎料,而

111焊接工艺简介.ppt
焊接工艺简介金属构件的连接生产技术的一个重要任务是金属构件的连接。而金属构件的连接一般可区分为通过螺钉,销钉和热压配合的可拆连接和通过焊接、钎焊、铆接及粘接的不可拆连接。焊接技术焊接、钎焊、粘接的区别:焊接------焊接是一种不可拆的连接方法,它是工件在加热或加压作用下,或者在加热与加压共同作用下实现材料连接的方法。在连接区,材料一般被熔化和/或产生塑性变形,焊接可分为熔化焊接(采用加热方法时)压力焊接(采用加压或加压与加热共同作用时)钎焊-----钎焊是一种不可拆的热连接方法,它是在采用熔化的钎料,而

111焊接工艺简介.ppt
焊接工艺简介金属构件的连接生产技术的一个重要任务是金属构件的连接。而金属构件的连接一般可区分为通过螺钉销钉和热压配合的可拆连接和通过焊接、钎焊、铆接及粘接的不可拆连接。焊接技术焊接、钎焊、粘接的区别:焊接------焊接是一种不可拆的连接方法它是工件在加热或加压作用下或者在加热与加压共同作用下实现材料连接的方法。在连接区材料一般被熔化和/或产生塑性变形焊接可分为熔化焊接(采用加热方法时)压力焊接(采用加压或加压与加热共同作用时)钎焊-----钎焊是一种不可拆的热连接
焊接工艺简介.ppt
太阳能电池组件生产工艺第四章电池片的焊接工艺4.1焊接工艺简介4.1焊接工艺简介4.1焊接工艺简介4.1焊接工艺简介4.1焊接工艺简介4.1焊接工艺简介4.1焊接工艺简介4.1焊接工艺简介恒温电烙铁恒温电烙铁的使用过程:1.工作台烙铁的摆放:(1)恒温烙铁PACEHW100的摆放见下图所示内部公开3.烙铁温度的点检:每班次使用烙铁之前需用专用的烙铁点检仪对本工位烙铁的设定温度进行点检。点检温度方法:将开关拨到ON位置显示室温(25℃左右).将待测烙铁头蘸上焊锡把上锡的烙铁头

铝热剂焊接工艺简介.docx
铝热剂焊接工艺简介铝热剂焊接工艺简介摘要:铝热剂焊接工艺是一种常用的焊接方法,适用于铝及其合金的焊接。本文将从铝热剂的基本原理、工艺流程、工艺参数、应用领域等方面进行阐述,并对铝热剂焊接工艺的优缺点进行分析,展望其未来发展的前景。一、引言铝及其合金因其优良的物理性能、化学稳定性和良好的加工性能,在航空、航天、汽车、建筑等领域得到了广泛的应用。而焊接作为一种常见的连接技术,在铝及其合金的加工中也扮演着重要的角色。然而,铝及其合金的焊接过程面临着一些挑战,例如高熔点、低熔点易气化、易氧化、易形成夹杂物等。为了