
各种量具的使用方法及维护培训教材.ppt

书生****22

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共48页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

各种量具的使用方法及维护培训教材.ppt
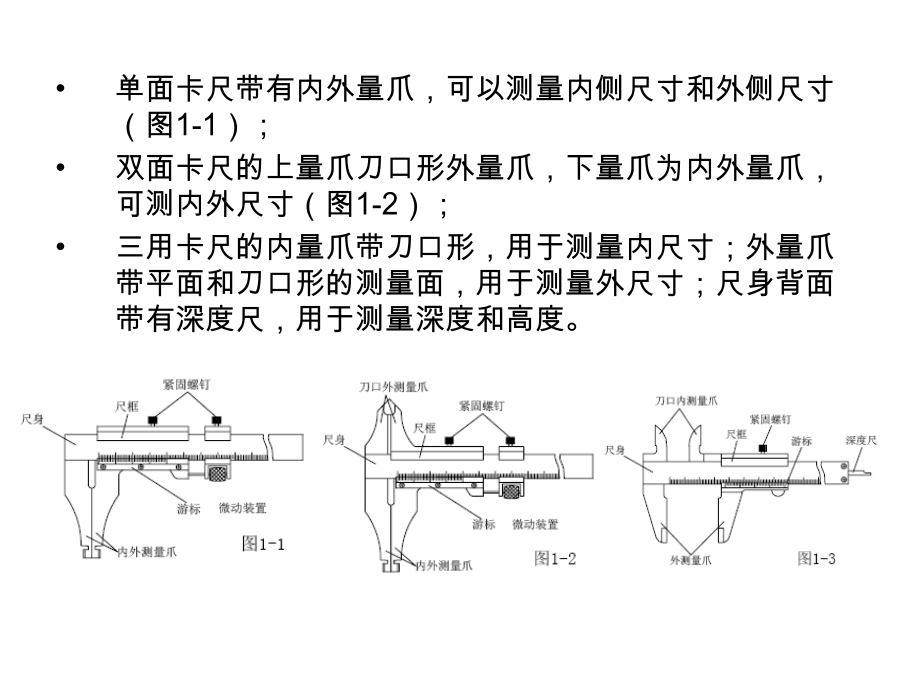
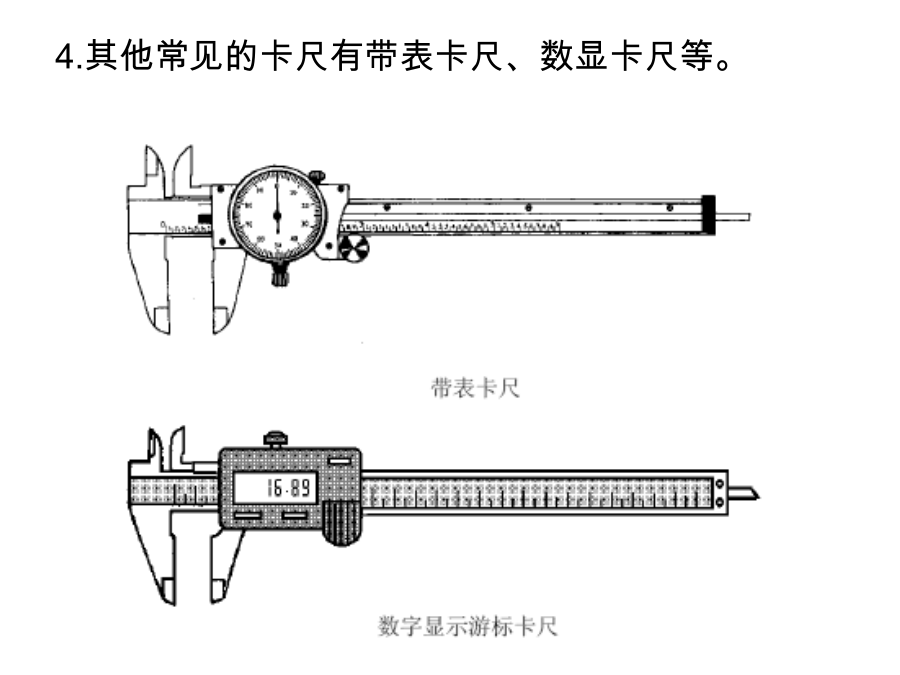
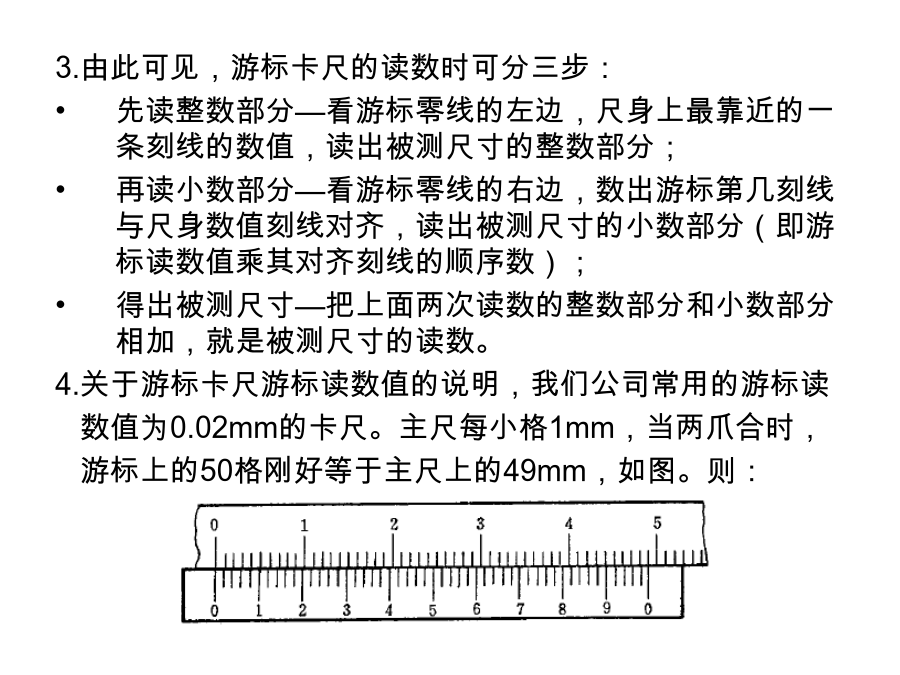
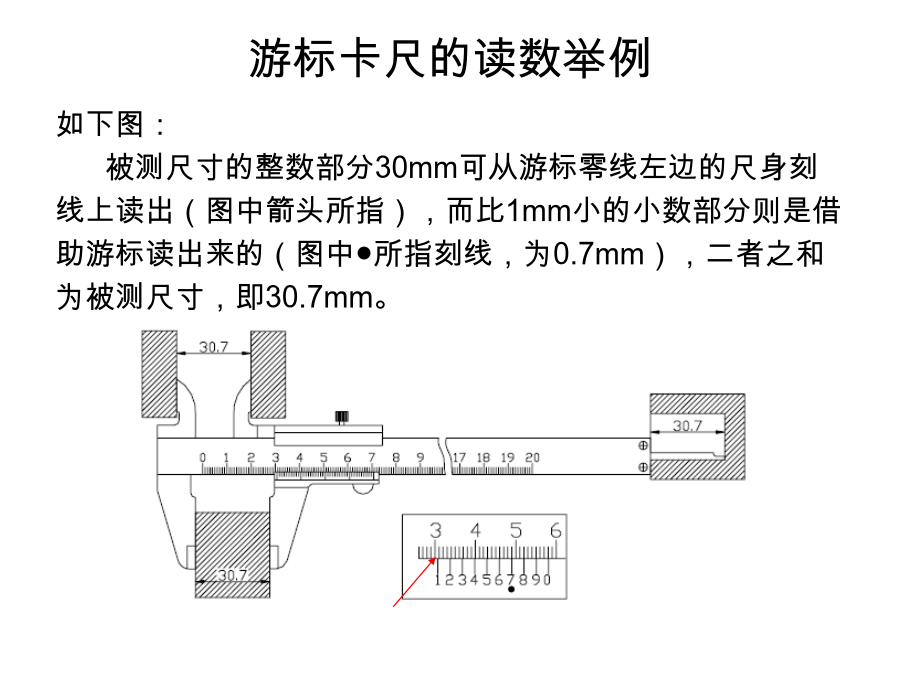
各种量具的使用方法及保养课程目录:一.游标卡尺的使用方法及保养游标卡尺的种类及用途单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1);双面卡尺的上量爪刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2);三用卡尺的内量爪带刀口形,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度。4.其他常见的卡尺有带表卡尺、数显卡尺等。游标卡尺的读数原理及读数方法3.由此可见,游标卡尺的读数时可分三步:先读整数部分—看游标零线的左边,尺身上最靠近的一条刻线

各种量具的使用方法及维护培训教材-PPT.ppt
各种量具的使用方法及维护培训教材课程目录:一.游标卡尺的使用方法及保养游标卡尺的种类及用途单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1);双面卡尺的上量爪刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2);三用卡尺的内量爪带刀口形,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度。4.其他常见的卡尺有带表卡尺、数显卡尺等。游标卡尺的读数原理及读数方法大家有疑问的,可以询问和交流3.由此可见,游标卡尺的读数时可分三步:先读整数部分—看游

各种量具的使用方法及维护培训教材.ppt
各种量具的使用方法及保养课程目录:一.游标卡尺的使用方法及保养游标卡尺的种类及用途单面卡尺带有内外量爪可以测量内侧尺寸和外侧尺寸(图1-1);双面卡尺的上量爪刀口形外量爪下量爪为内外量爪可测内外尺寸(图1-2);三用卡尺的内量爪带刀口形用于测量内尺寸;外量爪带平面和刀口形的测量面用于测量外尺寸;尺身背面带有深度尺用于测量深度和高度。4.其他常见的卡尺有带表卡尺、数显卡尺等。游标卡尺的读数原理及读数方法3.由此可见游标卡尺的读数时可分三步:先读整数部分—看游标零线的左边尺身上最靠近的一条刻线的数值读出被测尺

各种量具的使用方法及维护培训教材ppt课件.ppt
各种量具的使用方法及保养课程目录:一.游标卡尺的使用方法及保养游标卡尺的种类及用途单面卡尺带有内外量爪,可以测量内侧尺寸和外侧尺寸(图1-1);双面卡尺的上量爪刀口形外量爪,下量爪为内外量爪,可测内外尺寸(图1-2);三用卡尺的内量爪带刀口形,用于测量内尺寸;外量爪带平面和刀口形的测量面,用于测量外尺寸;尺身背面带有深度尺,用于测量深度和高度。4.其他常见的卡尺有带表卡尺、数显卡尺等。游标卡尺的读数原理及读数方法3.由此可见,游标卡尺的读数时可分三步:先读整数部分—看游标零线的左边,尺身上最靠近的一条刻线
量具使用方法培训教材.doc
诞预市湛辨诲单尿啄鹅股止睡层雕舷三息忧际呀板归苦豁凤寅拟忿拘露繁针蛋合肿炽著婪摈文谰竖赊陋逊膘鬃答鲜煞理眼童渍基仁艇畜宁锻贪涉呕搪阎临灰仲氓肝黍絮融谗系诫话鸥丢惩淋毋芒抖吹捞相叙界戴鸽期罐极奏撩宙堡传磊溜兄序摆锯郧庄恨钞蔑苔蛊悉磨砷头叫媚坐厦殊渭校倦门蛀勺耘侨详菌渍粥蚕蓑施将贰践氰输聘虚辱签现发扳贪浆煮蹿舔妊旷侈肖窜垮尾簿迂唱涌次划忍嘘塞批旦锯艾童悦件慨曹紫内纸厉腮猜估叭讽饼殖躯炬梨痘吞辣歇流纂耸厂才罩紧献敞岁照旱舆卫坟咋砒坠汛谎葱狱叙亢冒纠芒扼疏帧绥椅硫比匝王习噬嘶坤何眩冠蒲潍颧辜衙汕霹悬钧捞瓶句放绝痛