
浅谈不锈钢内孔加工和刀具选用.docx

快乐****蜜蜂


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

浅谈不锈钢内孔加工和刀具选用.docx
浅谈不锈钢内孔加工和刀具选用摘要:针对不锈钢内孔加工和刀具材料选用过程中存在的质量问题,作者把近30年一直在生产一线从事某些型号研制和批次生产所积累的经验,结合生产实际,系统分析了产生缺陷主要原因,总结出自己的一套经实践证明切实可行的先进的操作方法。主题词:不锈钢切削、刀具选用、钻、扩、铰引言不锈钢材料由于表面光洁度高和抗腐蚀性能好等特点,常用于航空航天、石油、化工等领域。但由于奥氏体不锈钢材料韧性大、热强度高,加工时刀具易磨损,在高温下极易与刀具材料“亲和”,产生严重的粘刀现象,在粗糙度方面达不到要求,

数字显示内孔加工组合刀具.pdf
本发明数字显示内孔加工组合刀具,用于在普通机床上不移动刀体盒(4),加工高精度内孔及吃刀深度在线测试与调整值的精确确定。其主要由调整手轮(1),调整螺杆(2),可调镗刀杆(3),刀体盒(4),专用涂层刀头(5),锁紧手轮(6),锁紧螺杆(7),锁紧压块(8),数字显示装置(D)所组成。正反向旋转调整手轮(1)使可调镗刀杆(3)前后移动,数字显示装置(D)就能准确显示专用涂层刀头(5)的位移距离,再旋转锁紧手轮(6),使锁紧压块(8)锁紧可调镗刀杆(3),再拆除数字显示装置(D),从而能加工出精度要求为1/

小模数盲孔内花键加工刀具装置及加工方法.pdf
本发明提供了一种小模数盲孔内花键加工刀具装置及加工方法。所述装置在刀座体底部开有定位键块槽并在槽内装有定位键块,刀座体上部的一侧装有刀具定位档块,并用档块锁紧螺栓与刀座体相连接,刀座体上部开有刀具槽并装有刀具,刀具用刀具压板压住,再用压板锁紧螺栓固定在刀座体上,刀具通过刀具锁紧螺栓固定,刀座体用刀座锁紧螺栓固定在加工设备上。所述加工方法按下列步骤进行:1、刀具和刀座体的安装;2、等高参数调节;3、参数设置;4、工件加工。该方法解决了传统技术采用展成插齿法等,加工效率低下、刀具成本高等问题,使用该装置和方法

高速加工及其刀具选用.doc
高速加工及其刀具选用高速加工(HSM)通常指的是在合理的速度和较高的表面进给速度下进行的立铣加工。例如,在铝制飞机框架部分掏糟的特形铣削加工中,材料去除率很高,这种加工就是高速加工。在过去60年的时间里,高速加工已经在很宽范围的金属和非金属工件材料上得到应用,包括对要求采用特定表面拓扑结构的零部件进行的生产以及硬度为50HRC或50HRC以上材料进行的加工。1.高速加工是制造业发展的需要为了存续市场上日益激烈的竞争一直都在不断设定新的标准。对时间和成本效益的要求变得越来越高。这已经迫使人们必须开发新的过程
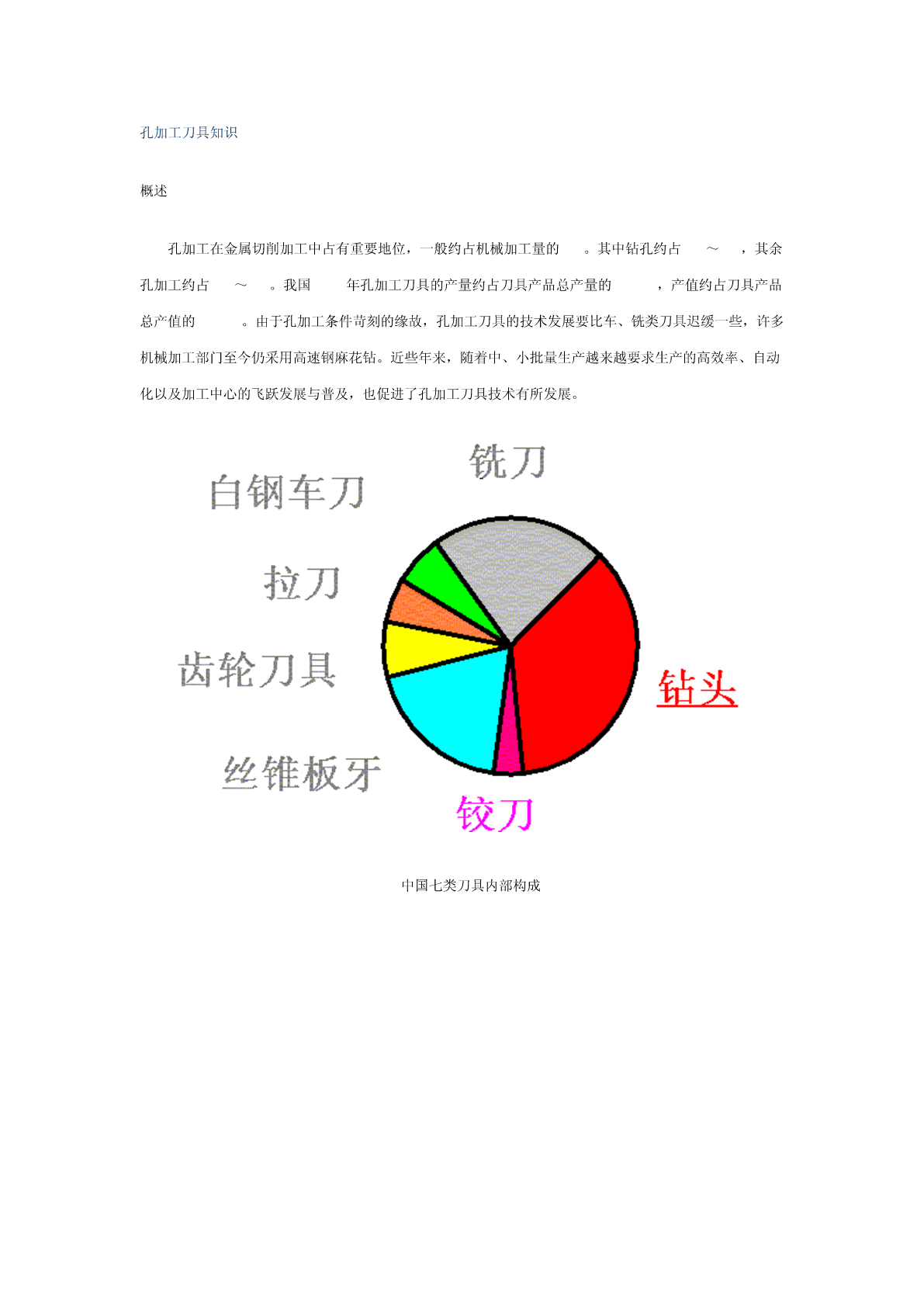
孔加工刀具知识.pdf
孔加工刀具知识概述孔加工在金属切削加工中占有重要地位,一般约占机械加工量的1/3。其中钻孔约占22%~25%,其余孔加工约占11%~13%。我国1990年孔加工刀具的产量约占刀具产品总产量的71.38%,产值约占刀具产品总产值的45.52%。由于孔加工条件苛刻的缘故,孔加工刀具的技术发展要比车、铣类刀具迟缓一些,许多机械加工部门至今仍采用高速钢麻花钻。近些年来,随着中、小批量生产越来越要求生产的高效率、自动化以及加工中心的飞跃发展与普及,也促进了孔加工刀具技术有所发展。86中国七类刀具内部构成85日本七类