
激光焊接机焦距的调节方法.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

激光焊接机焦距的调节方法.docx
激光焊接机焦距的调节方法激光焊接机焦距不对了,怎么办?相信很多人都知道,调回去呗。但说的容易,做起来难。怎样调呢?通发激光小编一一道来。我们以通发激光TFL-200III模具激光焊接机为例(下图)。首先将工件移动到显微镜清晰的状态,将参数调节到:工作电流(25%)、脉宽(5.0ms)、频率(4.0Hz),踩住脚踏开关,使激光焊机出激光。将氩气的冲气嘴对准激光点,确保冲出的氩气能够保护住焊接位置。如果没有对准,焊接位置即会产生沙孔及氧化,会严重影响焊接质量。此时激光正处于出光状态,旋动中间的焦距调节旋钮,我
透镜焦距调节方法和调节装置.pdf
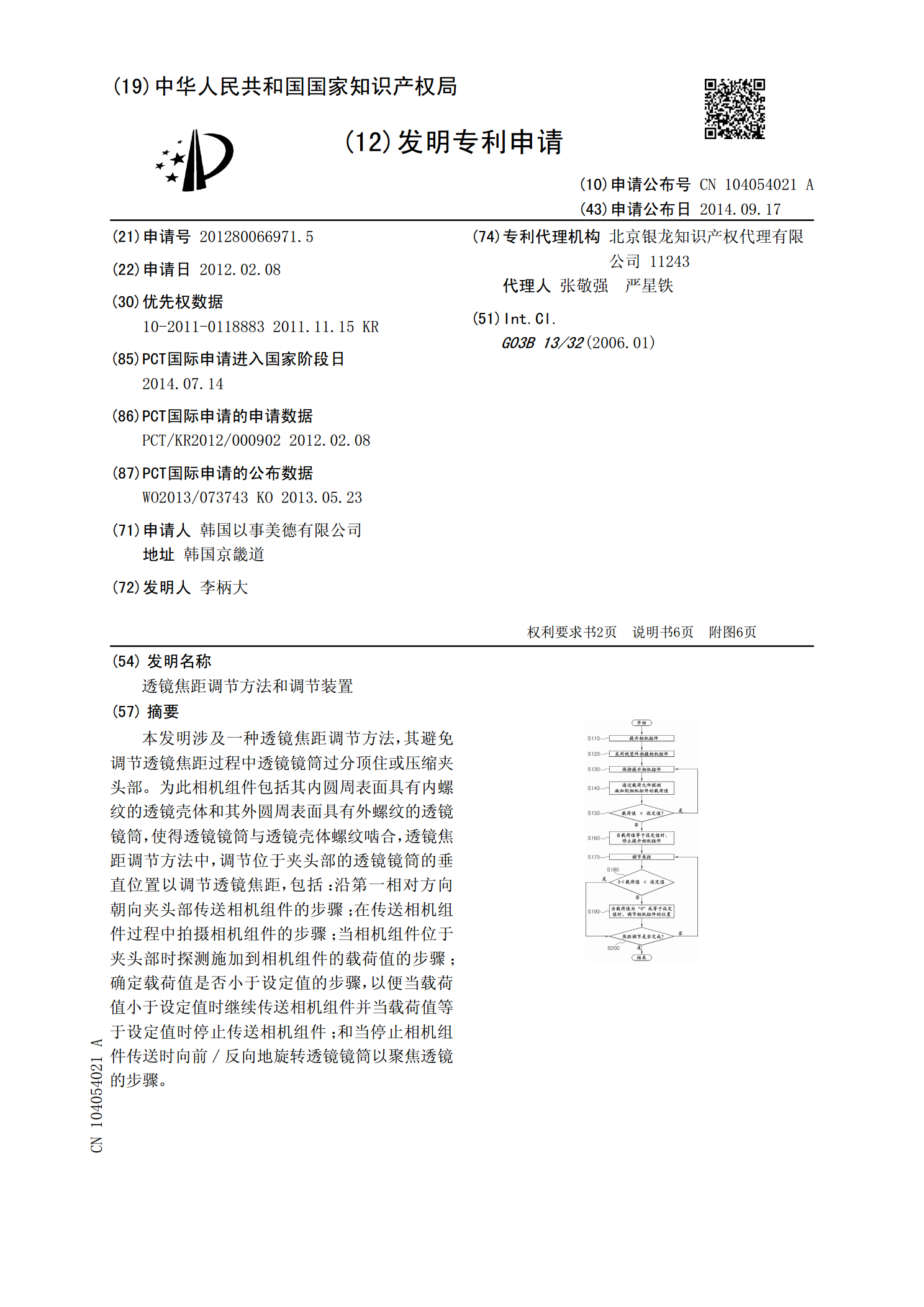
本发明涉及一种透镜焦距调节方法,其避免调节透镜焦距过程中透镜镜筒过分顶住或压缩夹头部。为此相机组件包括其内圆周表面具有内螺纹的透镜壳体和其外圆周表面具有外螺纹的透镜镜筒,使得透镜镜筒与透镜壳体螺纹啮合,透镜焦距调节方法中,调节位于夹头部的透镜镜筒的垂直位置以调节透镜焦距,包括:沿第一相对方向朝向夹头部传送相机组件的步骤;在传送相机组件过程中拍摄相机组件的步骤;当相机组件位于夹头部时探测施加到相机组件的载荷值的步骤;确定载荷值是否小于设定值的步骤,以便当载荷值小于设定值时继续传送相机组件并当载荷值等于设定值
一种可调节的激光焊接机.pdf
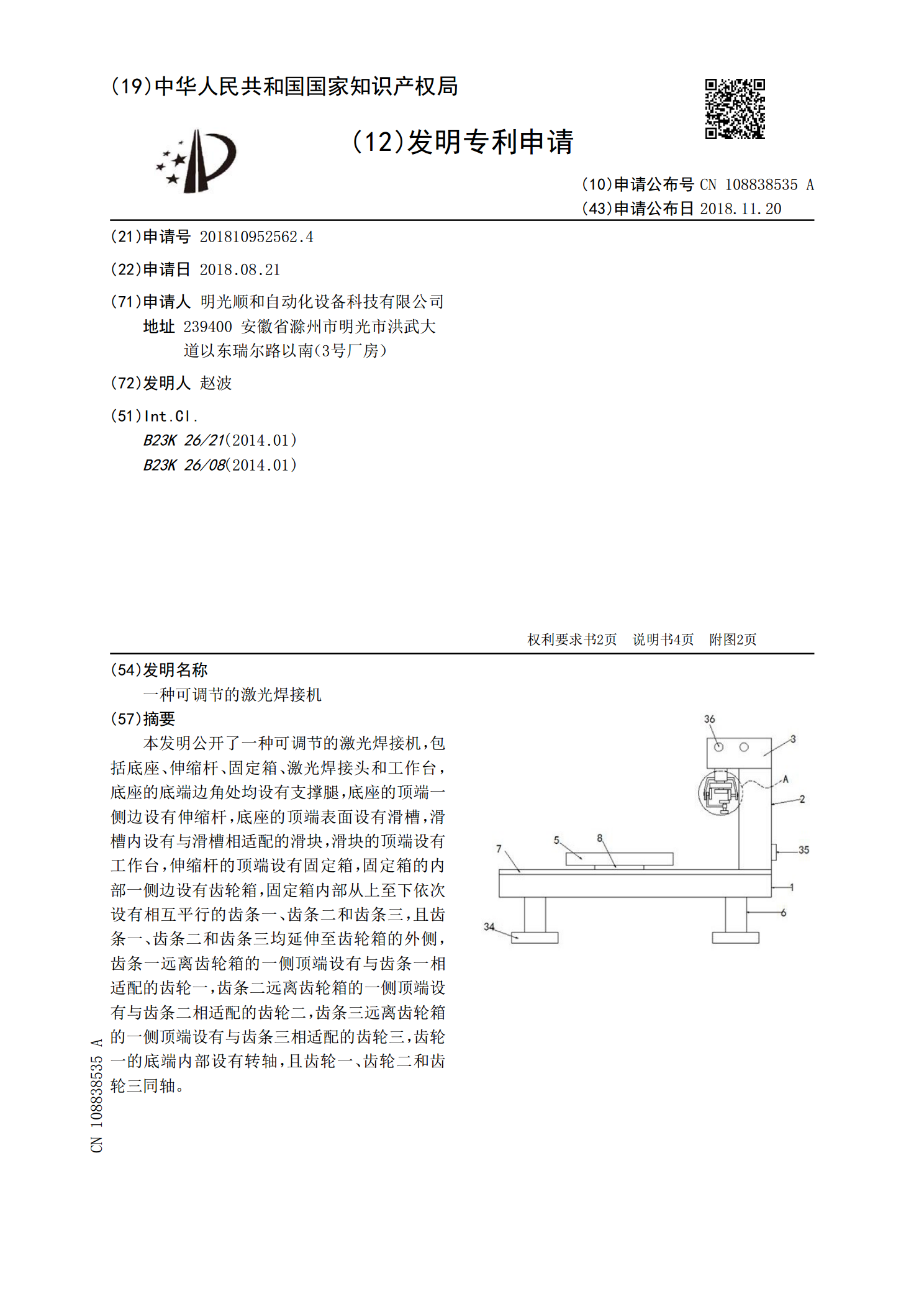
本发明公开了一种可调节的激光焊接机,包括底座、伸缩杆、固定箱、激光焊接头和工作台,底座的底端边角处均设有支撑腿,底座的顶端一侧边设有伸缩杆,底座的顶端表面设有滑槽,滑槽内设有与滑槽相适配的滑块,滑块的顶端设有工作台,伸缩杆的顶端设有固定箱,固定箱的内部一侧边设有齿轮箱,固定箱内部从上至下依次设有相互平行的齿条一、齿条二和齿条三,且齿条一、齿条二和齿条三均延伸至齿轮箱的外侧,齿条一远离齿轮箱的一侧顶端设有与齿条一相适配的齿轮一,齿条二远离齿轮箱的一侧顶端设有与齿条二相适配的齿轮二,齿条三远离齿轮箱的一侧顶端
一种可调节的激光焊接机.pdf
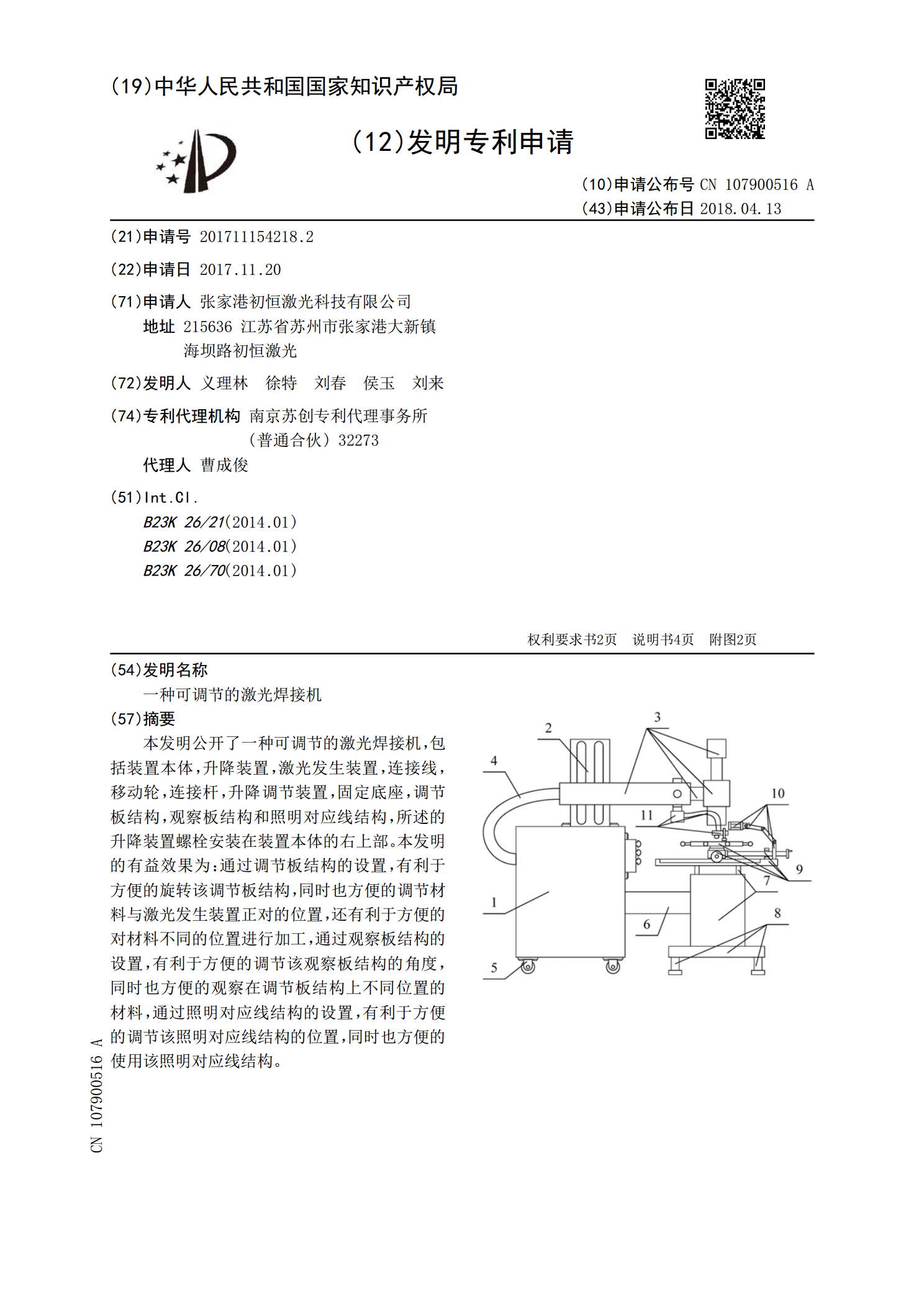
本发明公开了一种可调节的激光焊接机,包括装置本体,升降装置,激光发生装置,连接线,移动轮,连接杆,升降调节装置,固定底座,调节板结构,观察板结构和照明对应线结构,所述的升降装置螺栓安装在装置本体的右上部。本发明的有益效果为:通过调节板结构的设置,有利于方便的旋转该调节板结构,同时也方便的调节材料与激光发生装置正对的位置,还有利于方便的对材料不同的位置进行加工,通过观察板结构的设置,有利于方便的调节该观察板结构的角度,同时也方便的观察在调节板结构上不同位置的材料,通过照明对应线结构的设置,有利于方便的调节该

调节投影仪焦距的方法及装置.pdf
本发明公开了一种调节投影仪焦距的方法及装置,其中,调节投影仪焦距的方法包括:通过感应器检测投影仪与投影屏幕之间的距离,得到测量投影距离;获取投影仪的当前焦距;根据测量投影距离,分析得到与测量投影距离对应的最佳调节焦距;将当前焦距调节为最佳调节焦距。根据本发明提供的技术方案,自动调节投影仪的焦距,提高了调节投影仪焦距的便利性,优化了投影仪焦距调节方式。