
汽机基础地脚螺栓固定方案.docx

快乐****蜜蜂


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽机基础地脚螺栓固定方案.docx
施工措施/施工技术方案工程名称:河北石家庄鹿华热电2×300MW工程作业项目名称:汽机基础地脚螺栓固定方案安装方案编制单位:中国十五冶石家庄鹿华热电项目经理部编写:日期:审核:日期:安全:日期:质监:日期:批准:日期:出版日期:2009.07.14版次:第一版目录1适用范围2编制依据3工程概况4参加作业人员资格、要求和数量5主要施工机械及工、器、具6施工准备工作7作业顺序8作业方法、质量标准9成品保护10安全和文明施工措施11重大技术措施项目12工程进度计划1.适用范围本作业指导书适用河北石家庄鹿华热电有

汽机机座地脚螺栓及锚固板安装施工措施.doc
一、工程概况聊城电厂新厂为火力发电机组工程,一期工程设计为两台600MW机组。汽轮机及发电机分别由上海汽轮机厂及上海发电机厂生产。因汽轮发电机基座安装图到图较晚,原编制的《汽轮发电机基座施工措施》未包含该部分的施工方案,特编制此措施,着重阐述地脚螺栓及锚固板的安装。在基座上由南向北依次安装励磁机、发电机、2号低压缸、1号低压缸、中压缸、高压缸。汽轮发电机基座共需埋设9只APE型锚固板、8只SB型锚固板;308套地脚螺栓,其中汽轮机部分220套,发电机部分72套,励磁机部分16套。螺栓均为带套管直埋式螺栓,
地脚螺栓固定和定位支托布置.doc
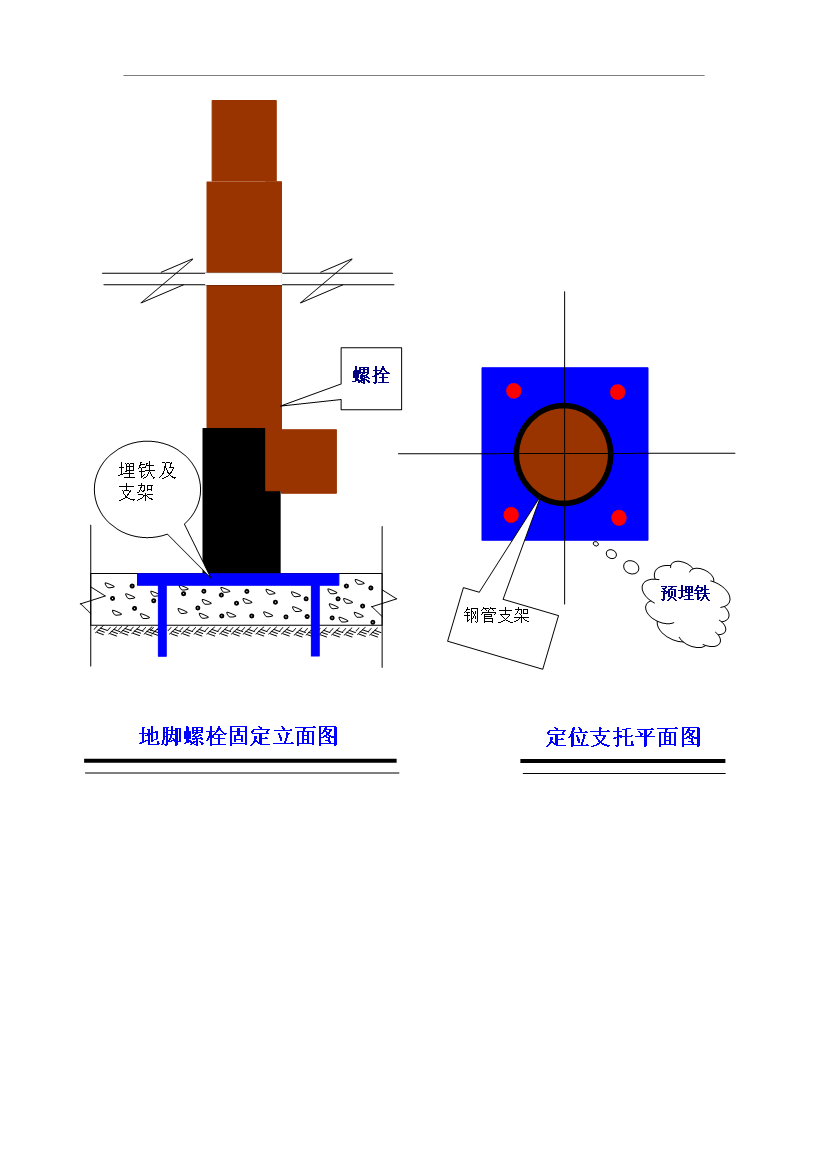
钢管支架预埋铁定位支托平面图地脚螺栓固定立面图螺拴埋铁及支架

Φ56直径多地脚螺栓的固定法.pdf
本发明涉及一种Φ56直径多地脚螺栓的固定法,该法包括以下步骤:⑴确定轴线、标高;⑵安装底座:在承台基础垫层中插入4根定位支撑钢管,然后进行承台基础垫层的混凝土浇筑;并制成下部格构构件;⑶安装螺栓组,并制成上部格构构件;⑷将上部格构构件定位后焊接于下部格构构件上;⑸取出模具钢板,将M56地脚螺栓和M32地脚螺栓中的丝扣部分打油后用塑料薄膜包扎好;⑹进行混凝土浇筑,并在混凝土浇筑时跟踪测量检查各地脚螺栓的移动,及时校正误差,使其符合设计要求;⑺在混凝土浇筑完成之后混凝土初凝之前再次校核、调整各地脚螺栓,直至满

地脚螺栓固定和定位支托布置.doc
钢管支架预埋铁定位支托平面图地脚螺栓固定立面图螺拴埋铁及支架