
大型挂舵臂铸钢件铸造工艺优化.docx

快乐****蜜蜂


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型挂舵臂铸钢件铸造工艺优化.doc
大型挂舵臂铸钢件铸造工艺优化张可锋,杨涤心,谢敬佩,王爱琴,王文焱,李洛利(河南科技大学材料科学与工程学院,洛阳471003)摘要:利用华铸软件对大型挂舵臂铸钢件进行了温度场的凝固模拟,预测了缩孔、缩松缺陷产生的部位,并且解释了形成机理,在此基础上对其铸造工艺进行了优化,通过对模拟结果进行分析,结果表明:合理设置保温冒口、冷铁的大小和位置,可以保证铸件顺序凝固,并且延长金属液的有效补缩距离,获得符合国际标准的挂舵臂铸钢件。关键字:挂舵臂凝固模拟缩孔缩松工艺优化中图分类号:文献标识码:Technologic

大型挂舵臂铸钢件铸造工艺优化.docx
大型挂舵臂铸钢件铸造工艺优化张可锋,杨涤心,谢敬佩,王爱琴,王文焱,李洛利(河南科技大学材料科学与工程学院,洛阳471003)摘要:利用华铸软件对大型挂舵臂铸钢件进行了温度场的凝固模拟,预测了缩孔、缩松缺陷产生的部位,并且解释了形成机理,在此基础上对其铸造工艺进行了优化,通过对模拟结果进行分析,结果表明:合理设置保温冒口、冷铁的大小和位置,可以保证铸件顺序凝固,并且延长金属液的有效补缩距离,获得符合国际标准的挂舵臂铸钢件。关键字:挂舵臂凝固模拟缩孔缩松工艺优化中图分类号:文献标识码:Technologic
大型船舶挂舵臂铸造工艺计算机模拟及优化.pdf
河南科技大学硕士学位论文大型船舶挂舵臂铸造工艺计算机模拟及优化姓名:张可锋申请学位级别:硕士专业:材料加工工程指导教师:杨涤心;谢敬佩20080601摘要论文题目:大型船舶挂舵臂铸造工艺计算机模拟及优化专业:

大型船舶挂舵臂铸造工艺计算机模拟及优化.pdf
河南科技大学硕士学位论文大型船舶挂舵臂铸造工艺计算机模拟及优化姓名:张可锋申请学位级别:硕士专业:材料加工工程指导教师:杨涤心;谢敬佩20080601摘要论文题目:大型船舶挂舵臂铸造工艺计算机模拟及优化专业:材料加工工程研究生:张可锋指导教师:杨涤心教授谢敬佩教授摘要挂舵臂是大型船舶的重要部件之一,是支撑、吊挂舵结构的关键件,重130吨、尺寸精度高、形状复杂,这就给传统的铸造工艺带来很大困难,本课题通过和中信重型机械公司合作,利用华铸CAE软件进行铸造凝固过程温度场的数值模拟,预测出挂舵臂铸钢件初始工艺缩
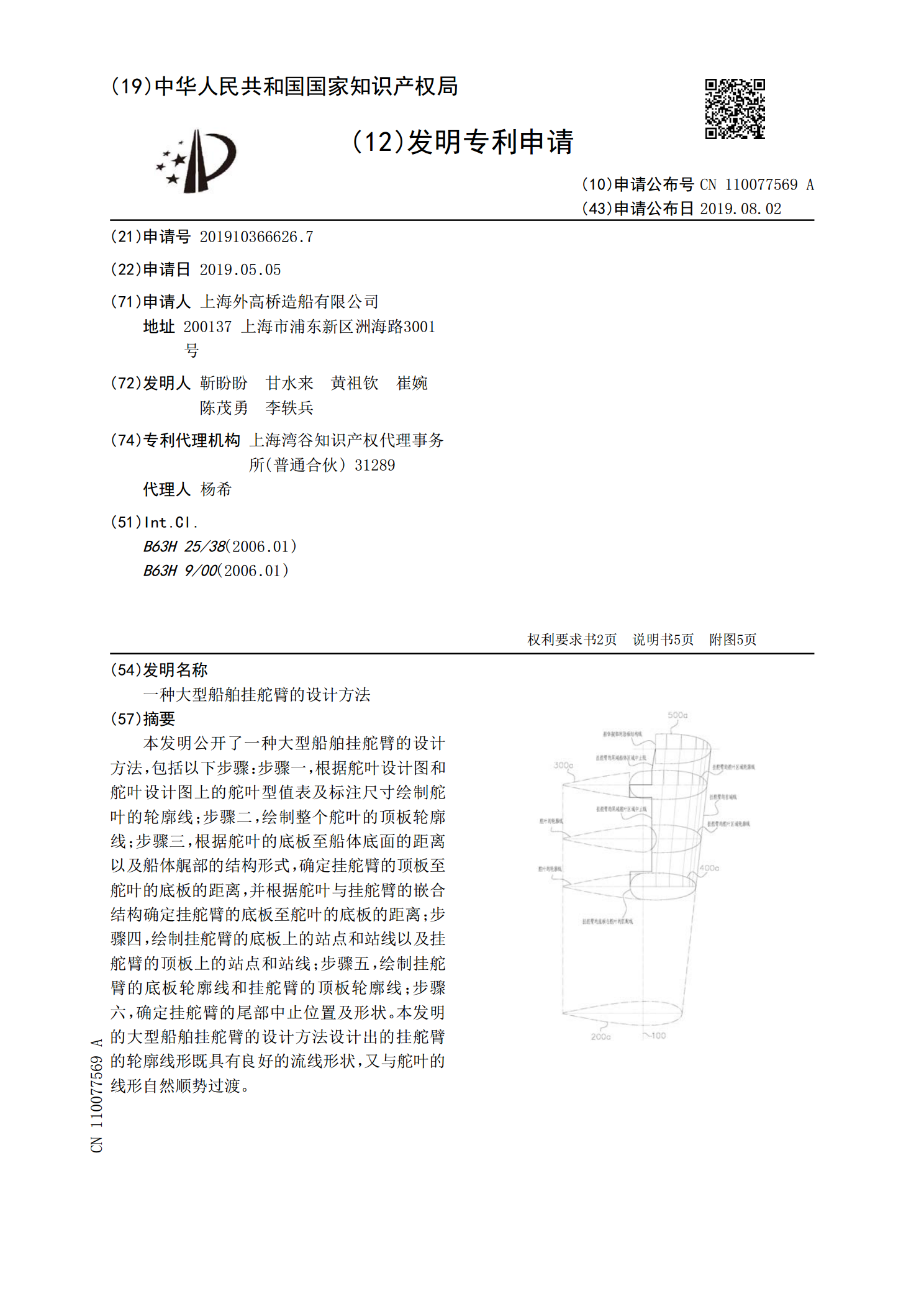
一种大型船舶挂舵臂的设计方法.pdf
本发明公开了一种大型船舶挂舵臂的设计方法,包括以下步骤:步骤一,根据舵叶设计图和舵叶设计图上的舵叶型值表及标注尺寸绘制舵叶的轮廓线;步骤二,绘制整个舵叶的顶板轮廓线;步骤三,根据舵叶的底板至船体底面的距离以及船体艉部的结构形式,确定挂舵臂的顶板至舵叶的底板的距离,并根据舵叶与挂舵臂的嵌合结构确定挂舵臂的底板至舵叶的底板的距离;步骤四,绘制挂舵臂的底板上的站点和站线以及挂舵臂的顶板上的站点和站线;步骤五,绘制挂舵臂的底板轮廓线和挂舵臂的顶板轮廓线;步骤六,确定挂舵臂的尾部中止位置及形状。本发明的大型船舶挂舵