
铂铑合金漏板.docx

快乐****蜜蜂


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铂铑合金漏板.docx
铂铑合金漏板漏板是玻璃显微生产中主要装置之一,形状为一个槽型容器。在拉丝过程中熔融玻璃流入漏板,由它将其调制到适合温度,然后通过底板上的漏咀流出,并在出口处被高速旋转的拉丝机拉伸为连续玻璃纤维。在以上过程中漏板自身通过电流发热调制玻璃液的温度,并维持足够均匀的温度分布以满足拉丝工艺需求。漏板由下列几个部分组成:①底板,其上有所需数目的漏咀;②侧壁;③堵头;④接线端子,也称为电极;⑤过滤网;⑥法兰边等。要使拉丝作业稳定,纤维直径均匀,就必须有良好设计的漏板。一块设计成功的漏板,除了应满足拉丝工艺作业性能要求
一种铂铑合金漏板.pdf
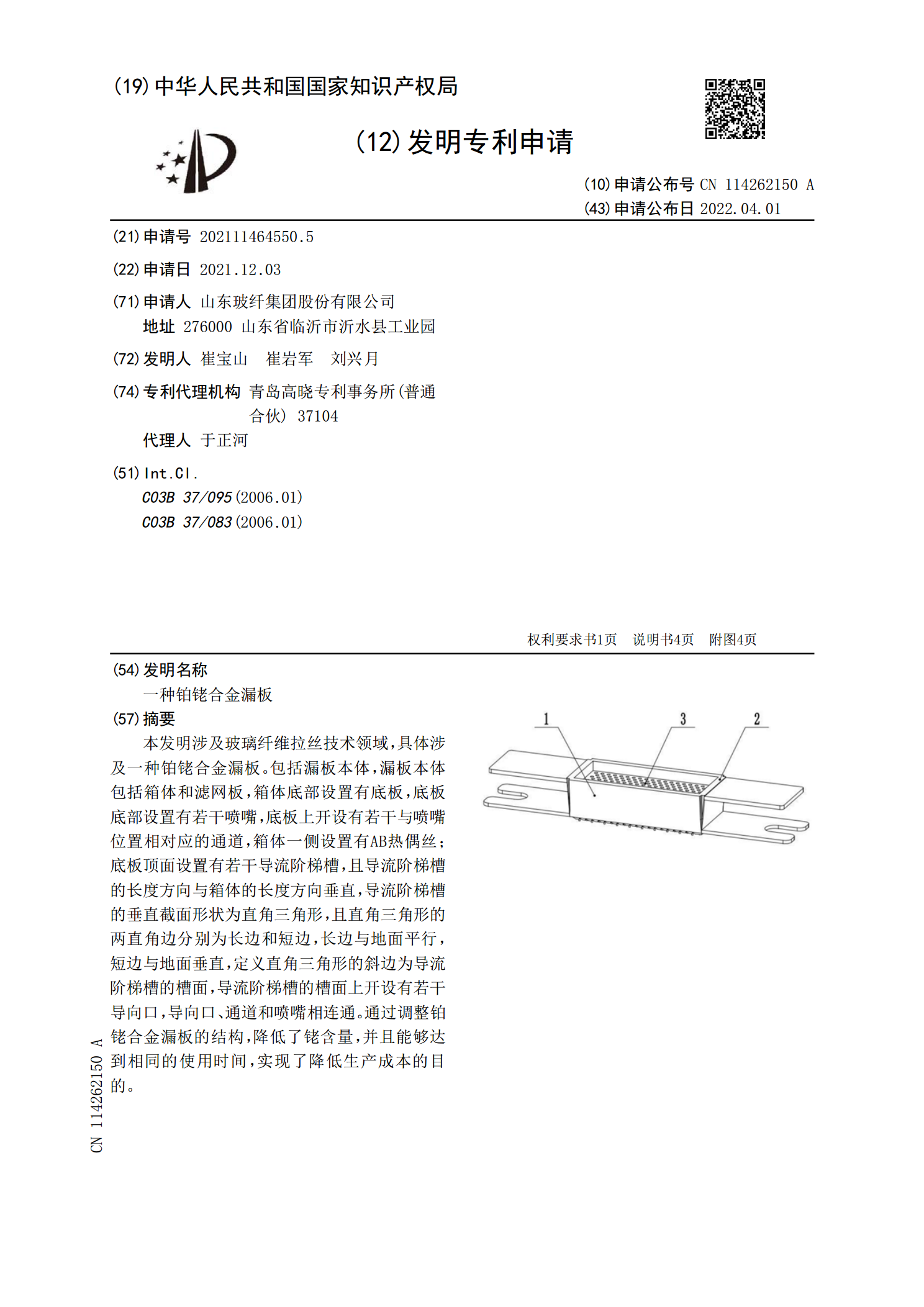
本发明涉及玻璃纤维拉丝技术领域,具体涉及一种铂铑合金漏板。包括漏板本体,漏板本体包括箱体和滤网板,箱体底部设置有底板,底板底部设置有若干喷嘴,底板上开设有若干与喷嘴位置相对应的通道,箱体一侧设置有AB热偶丝;底板顶面设置有若干导流阶梯槽,且导流阶梯槽的长度方向与箱体的长度方向垂直,导流阶梯槽的垂直截面形状为直角三角形,且直角三角形的两直角边分别为长边和短边,长边与地面平行,短边与地面垂直,定义直角三角形的斜边为导流阶梯槽的槽面,导流阶梯槽的槽面上开设有若干导向口,导向口、通道和喷嘴相连通。通过调整铂铑合金

法国铂铑合金漏板制造技术.docx
法国铂铑合金漏板制造技术法国铂铑合金漏板制造技术摘要:铂铑合金漏板是一种重要的制造材料,在许多领域中具有广泛的应用。本论文旨在介绍法国在铂铑合金漏板制造技术方面的研究进展。首先,我们将简要介绍铂铑合金的特性,包括其化学和物理特性。其次,我们将介绍法国铂铑合金漏板制造技术的发展历程,包括材料选用、加工工艺和表面处理等方面的研究。最后,我们将讨论该技术在不同领域中的应用,并展望未来的发展方向。1.引言铂铑合金是一种具有高温、耐腐蚀和耐磨损等特性的材料,广泛应用于汽车排气系统、化工设备、电子设备等领域。铂铑合金

玻纤工业用铂铑合金漏板的提纯工艺.docx
玻纤工业用铂铑合金漏板的提纯工艺提纯工艺是玻纤工业用铂铑合金漏板制备过程中的重要环节,能够提高铂铑合金漏板的纯度和杂质含量,从而提高其质量和性能。本论文将围绕玻纤工业用铂铑合金漏板的提纯工艺展开讨论,包括原材料选择、提纯方法、工艺流程、操作条件等方面。一、原材料选择1.铂铑合金:选择高纯度的铂铑合金作为原材料,确保提纯过程中的杂质含量较低。2.溶剂:选择纯度较高、与铂铑合金有较好溶解性的溶剂,如硝酸、盐酸等。二、提纯方法目前,常用的提纯方法有溶解法、电解法和化学还原法等。下面将针对这些方法进行详细介绍。1

应用超声波清洗铂铑合金漏板.docx
应用超声波清洗铂铑合金漏板超声波清洗铂铑合金漏板摘要:本论文主要研究超声波清洗铂铑合金漏板的应用。超声波清洗是一种非接触式、高效、环保的清洗方法,通过声波的振动使液体产生微小气泡并破裂,产生强大的冲击力和剥离力,从而去除表面的污垢和污染物。铂铑合金漏板是一种常用的催化剂材料,在催化剂反应中起着重要的作用。然而,由于长时间使用和高温条件下的氧化,铂铑合金漏板表面往往会积累大量的污垢和污染物,影响催化剂的活性和寿命。因此,超声波清洗在清除漏板表面污垢方面具有重要的应用价值。引言:铂铑合金漏板作为一种重要的催化