
胶温对浸胶帘子布附胶量的关系影响.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

胶温对浸胶帘子布附胶量的关系影响.docx
胶液温度对浸胶帘子布附胶量及黏着强度的影响关系很多因素对浸胶帘子布附胶量有着千丝万缕的联系,他们是判定浸胶帘子布是否合格的原因之一,所以说在很大的层面上。浸胶帘子布是否合格就是依靠它们是否合格。其中包含有胶液温度对浸胶帘子布的附胶量以及黏着度的关系。尼龙-6白坯帘子布浸胶时所使用的原料胶液(又称为间甲胶)是由间苯二酚-甲醛的初期聚物(酚醛树脂)与胶乳(丁吡胶乳与丁苯胶乳的混合液)混合而成。胶液性能的好坏在很大程度上影响着帘子布产品的质量及浸胶生产的顺利进行。胶液的布氏黏度则是反映胶液性能好坏的一项重要指标

影响聚酯浸胶帘子布附胶量的因素分析.docx
影响聚酯浸胶帘子布附胶量的因素分析聚酯浸胶帘子布是一种常见的工业材料,通常用于制作窗帘、遮光布、防火布等。其中的附胶量是一个关键性质,它直接影响到帘子布的使用寿命、抗拉强度和防水性能等。在本文中,我们将分析影响聚酯浸胶帘子布附胶量的主要因素。首先,材料的选择是影响聚酯浸胶帘子布附胶量的重要因素。聚酯材料的选择直接决定了附胶量的上限。聚酯材料的特性包括其分子结构、纤维柔软度、韧性和耐磨性等。通常情况下,分子结构越紧密的聚酯材料附胶量越高,因为在纤维间隙较小的情况下,胶浆更容易渗透到纤维之间。其次,胶浆的配制
可控温、控制胶量浸胶装置.pdf
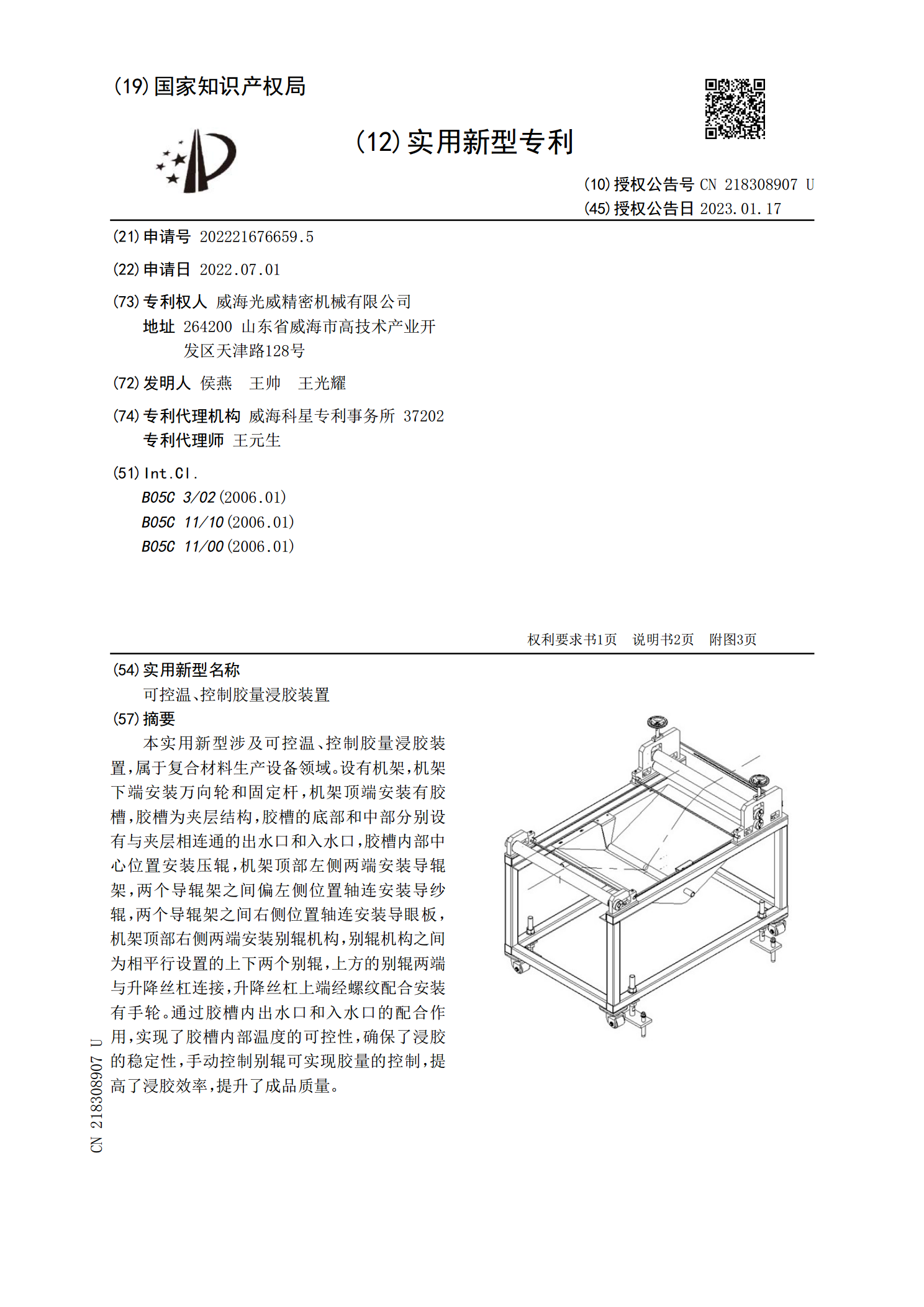
本实用新型涉及可控温、控制胶量浸胶装置,属于复合材料生产设备领域。设有机架,机架下端安装万向轮和固定杆,机架顶端安装有胶槽,胶槽为夹层结构,胶槽的底部和中部分别设有与夹层相连通的出水口和入水口,胶槽内部中心位置安装压辊,机架顶部左侧两端安装导辊架,两个导辊架之间偏左侧位置轴连安装导纱辊,两个导辊架之间右侧位置轴连安装导眼板,机架顶部右侧两端安装别辊机构,别辊机构之间为相平行设置的上下两个别辊,上方的别辊两端与升降丝杠连接,升降丝杠上端经螺纹配合安装有手轮。通过胶槽内出水口和入水口的配合作用,实现了胶槽内部

尼龙66浸胶帘子布表面胶斑的影响因素探讨.docx
尼龙66浸胶帘子布表面胶斑的影响因素探讨标题:尼龙66浸胶帘子布表面胶斑的影响因素探讨摘要:尼龙66浸胶帘子布是一种常见的工业材料,广泛应用于各个领域。然而,在使用过程中,它的表面可能出现胶斑问题。本文通过系统的实验和分析,探讨了尼龙66浸胶帘子布表面胶斑的影响因素,包括工艺参数、材料特性等。研究结果对于解决尼龙66浸胶帘子布表面胶斑问题,提升其质量和性能具有重要意义。1.引言尼龙66浸胶帘子布具有优异的强度、耐磨性和抗拉性能,在汽车、航空航天、建筑等领域有广泛的应用。然而,有时候在其表面会出现不规则的胶

影响锦纶66浸胶帘子布物性因素分析.docx
影响锦纶66浸胶帘子布物性因素分析影响锦纶66浸胶帘子布物性的因素是多方面的,主要涉及纤维原料的性质、浸胶工艺的选择和实施、后处理工艺的影响等。下面将从这几个方面进行详细分析。首先,纤维原料的性质对锦纶66浸胶帘子布的物性有着关键影响。锦纶66(nylon66)是一种良好的合成纤维材料,具有高强度、高耐热性、良好的抗磨损性、耐化学品侵蚀等特点。这些性能有助于提高浸胶帘子布的耐用性和稳定性。在选择原材料时,应注重锦纶66的纤维力学性能、熔点、熔融触变温度和熔融粘度等参数的合理匹配,以确保帘子布的性能有效提升