
板坯连铸机引锭杆系统.docx

快乐****蜜蜂


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

板坯连铸机引锭杆系统.docx
板坯连铸机上装引锭杆系统技术讲座1.前言在连铸机中,引锭杆的作用是引锭和拉坯。由于结晶器内腔是上下开口的,开浇前需将引锭杆上端的引锭头深入结晶器内,作为结晶器的活底,尾端则在拉矫辊中,开浇后,随着钢液的凝固,铸坯端部和引锭头凝结为一体,被拉矫辊一同拉出。当引锭头通过拉矫机后,便将引锭杆和铸坯脱开,将引锭杆送至引锭杆存放处,留待下一次浇注时使用。在这一过程中所需的设备如引锭杆,脱引锭装置,引锭杆存放装置等统称为引锭装置。引锭杆从结晶器上口进入称为上装方式,引锭杆从结晶器下口进入结晶器,称为下装方式。装入方式

连铸机刚性引锭杆变形分析.docx
连铸机刚性引锭杆变形分析标题:连铸机刚性引锭杆变形分析引言:连铸机是钢铁、有色金属等行业中常见的设备,用于将熔化的金属倒入冷却铸模中,形成连续的铸锭。在连铸机的运行过程中,刚性引锭杆作为承载铸模并引导铸锭上升的重要组成部分,其变形情况直接影响到连铸质量与设备的稳定性。因此,对刚性引锭杆的变形特性进行分析研究具有重要的理论和实际意义。一、连铸机刚性引锭杆的工作原理连铸机刚性引锭杆主要起到承载重物并引导铸锭上升的作用。其通常由优质合金钢制造,具有较高的强度和刚性。在铸造过程中,铸锭通过重力向下受力,并通过刚性
一种连铸机引锭杆存放装置.pdf
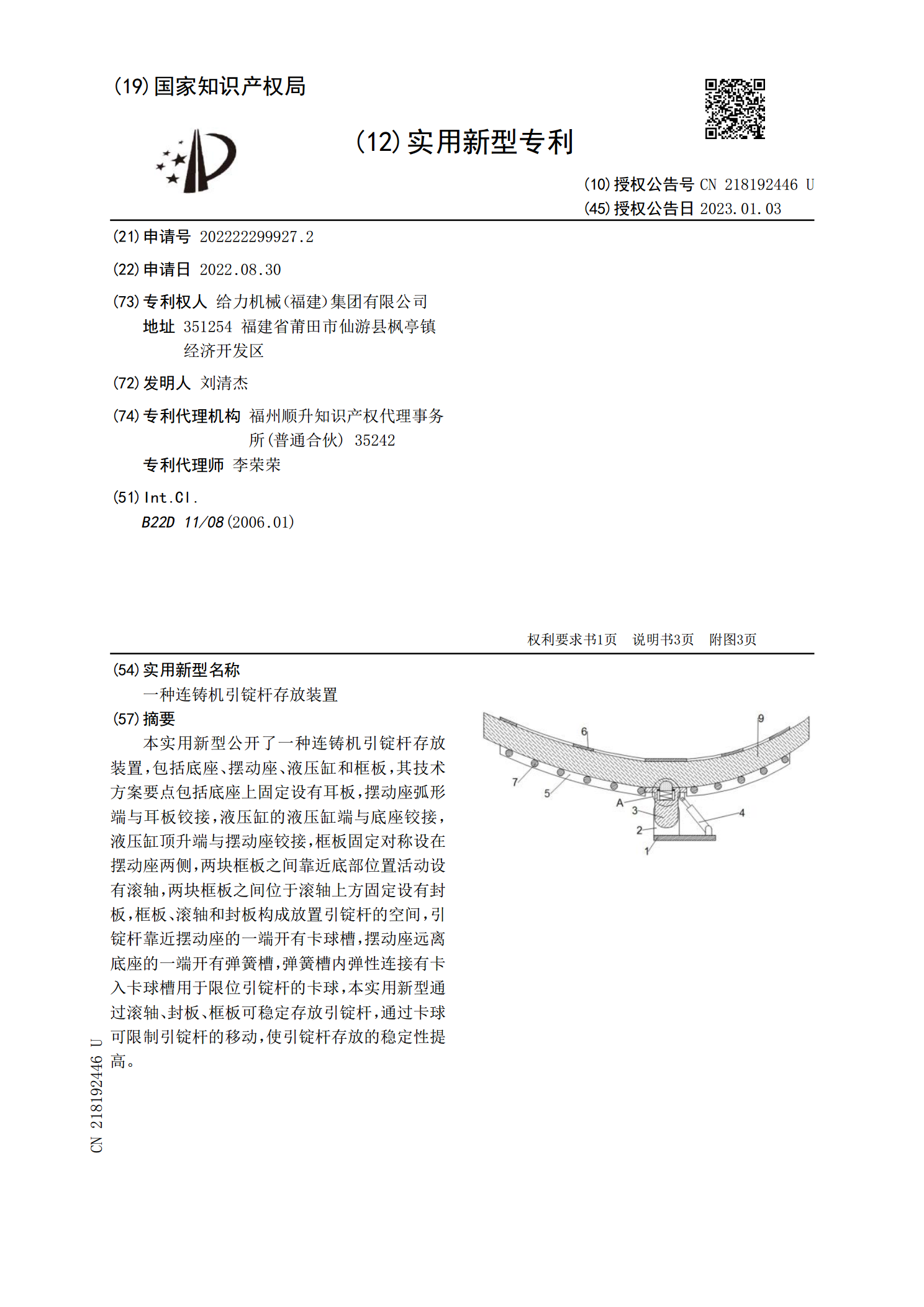
本实用新型公开了一种连铸机引锭杆存放装置,包括底座、摆动座、液压缸和框板,其技术方案要点包括底座上固定设有耳板,摆动座弧形端与耳板铰接,液压缸的液压缸端与底座铰接,液压缸顶升端与摆动座铰接,框板固定对称设在摆动座两侧,两块框板之间靠近底部位置活动设有滚轴,两块框板之间位于滚轴上方固定设有封板,框板、滚轴和封板构成放置引锭杆的空间,引锭杆靠近摆动座的一端开有卡球槽,摆动座远离底座的一端开有弹簧槽,弹簧槽内弹性连接有卡入卡球槽用于限位引锭杆的卡球,本实用新型通过滚轴、封板、框板可稳定存放引锭杆,通过卡球可限制

方圆坯连铸机引锭杆下滑现象的研究与改进.docx
方圆坯连铸机引锭杆下滑现象的研究与改进论文题目:方圆坯连铸机引锭杆下滑现象的研究与改进摘要:方圆坯连铸机是一种常用的钢铁连铸设备,其中引锭杆是关键部件之一。然而,在连铸过程中,引锭杆容易出现下滑现象,给生产造成了一定的困扰。为了解决这一问题,本论文对方圆坯连铸机引锭杆下滑现象进行了深入研究,并提出了改进措施。关键词:方圆坯连铸机,引锭杆,下滑现象,改进措施一、引言方圆坯连铸机是现代钢铁冶炼工艺中的重要设备之一,具有高效、节能、连续生产等优点。引锭杆作为连铸机的关键组件,其稳定性直接影响连铸产品的质量和生产

用于相应的用于浇铸型材坯的连铸机的开浇件、引锭杆头和引锭杆.pdf
本发明涉及一种用于对用于浇铸型材坯的连铸机的结晶器(3)中的引锭杆头(2)进行密封的开浇件(1)、一种引锭杆头(2)和一种引锭杆。本发明的任务是,说明一种开浇件(1)、一种引锭杆头(2)和一种引锭杆,用所述开浇件、引锭杆头和引锭杆一方面降低用于将所述开浇件与所述引锭杆头(2)连接起来的准备时间并且另一方面能够自动地将热连铸坯从引锭杆上分开。该任务通过一种开头提到的类型的开浇件(1)得到解决,对于该开浇件来说与盖板(6)在引锭杆侧构成一个封闭的几何的轮廓的连接件(7)在至少两个位置上从所述密封件(4)和所述