
建筑钢结构中的双弧双丝埋弧焊工艺.docx

快乐****蜜蜂


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

建筑钢结构中的双弧双丝埋弧焊工艺.docx
建筑钢结构中的双弧双丝埋弧焊工艺(时间:2009-4-1416:02:40中国焊接切割网)建筑钢结构中的双弧双丝埋弧焊工艺上海美联钢结构(201613)熊海东摘要双丝双弧埋弧焊用于建筑钢结构焊接h型钢及box箱型的生产制作中,可以大幅度提高生产效率。在焊接腹板较厚的h型钢时,可以进行不开坡口的全渗透焊接。介绍了经过多次实验及长期的生产实践总结出来的双丝双弧埋弧焊焊接工艺。关键词:双丝双弧全渗透熔深twinarctwinwiresawweldingprocessinconstructionsteelusas
双丝双弧埋弧焊的送丝检测系统.pdf
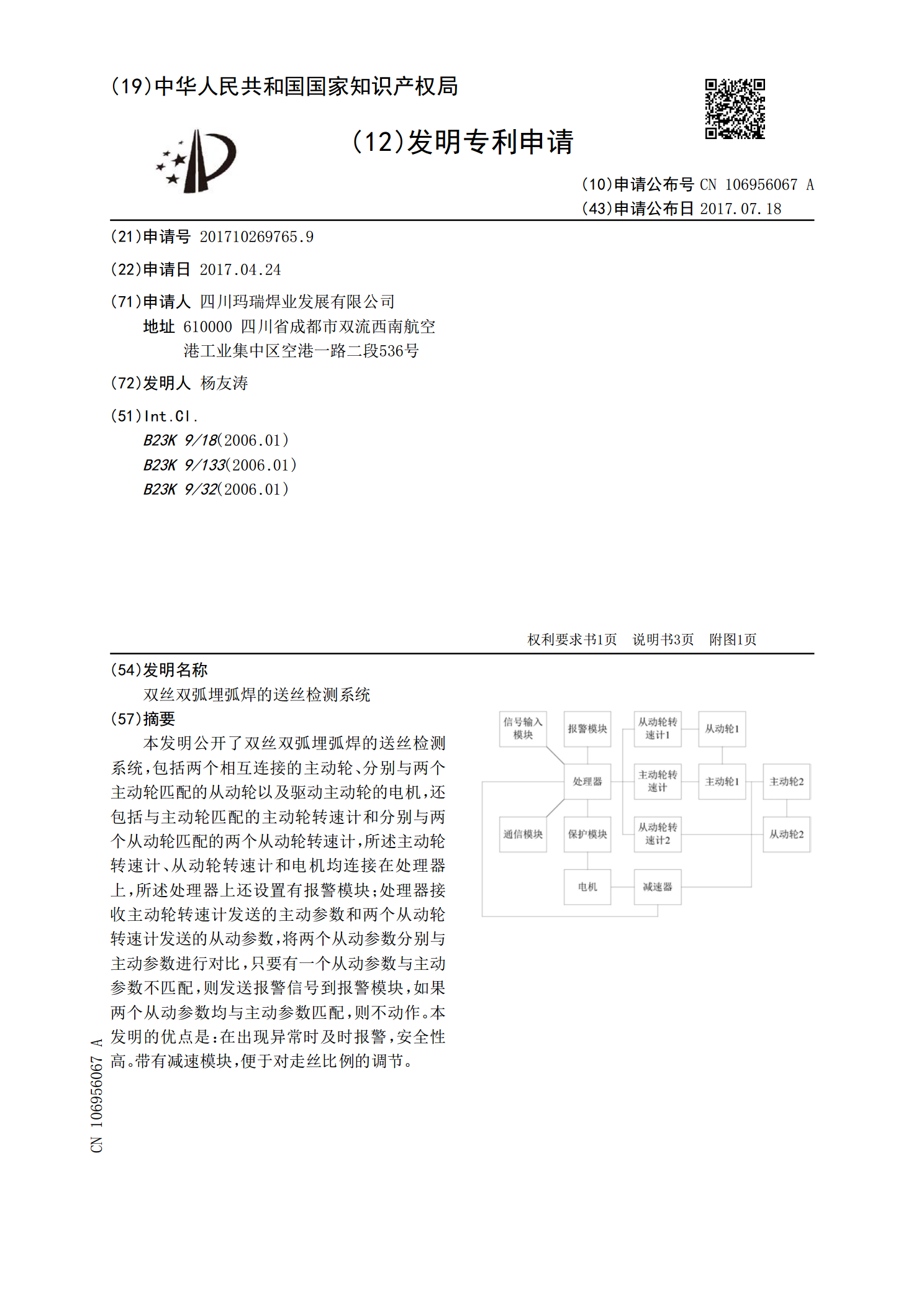
本发明公开了双丝双弧埋弧焊的送丝检测系统,包括两个相互连接的主动轮、分别与两个主动轮匹配的从动轮以及驱动主动轮的电机,还包括与主动轮匹配的主动轮转速计和分别与两个从动轮匹配的两个从动轮转速计,所述主动轮转速计、从动轮转速计和电机均连接在处理器上,所述处理器上还设置有报警模块;处理器接收主动轮转速计发送的主动参数和两个从动轮转速计发送的从动参数,将两个从动参数分别与主动参数进行对比,只要有一个从动参数与主动参数不匹配,则发送报警信号到报警模块,如果两个从动参数均与主动参数匹配,则不动作。本发明的优点是:在出

双丝埋弧焊的应用及发展.docx
双丝埋弧焊的应用及发展双丝埋弧焊(DualWireSubmergedArcWelding,简称DSAW)是一种高效率、高质量的焊接技术,其应用领域广泛且发展迅速。本文将探讨双丝埋弧焊的应用及其发展。首先,双丝埋弧焊技术在船舶建造、海洋工程和石油化工等领域得到广泛应用。在船舶建造方面,双丝埋弧焊可用于船体和连接件的焊接,其高速、低成本和高质量的特点使其成为船舶制造中的理想选择。在海洋工程中,双丝埋弧焊可用于海上平台、钻井设备和输油管道等的焊接。而在石油化工行业,双丝埋弧焊可用于石油储罐、管道和炼油设备的焊接

双丝埋弧焊的应用及发展.docx
双丝埋弧焊的应用及发展双丝埋弧焊作为一种新兴的焊接技术,具有高效、高质、环保、节能等特点,越来越得到广泛应用。一、双丝埋弧焊的概述双丝埋弧焊是一种采用两根电极同步送丝,在钢材相互接触的区域内产生电弧熔化并加热后冷却凝固的焊接方法。与传统的埋弧焊相比,双丝埋弧焊能够更好地控制焊缝形状、高效率的填充,同时减少灰尘和烟雾产生,达到环保和节能的目的。它的应用场景也因此得到了不断的扩展。二、双丝埋弧焊的应用领域1.船舶制造:船舶结构一般采用钢质板材拼接而成,船体舱壁、船底、船舷等这些关键部位上的焊接工艺质量无论如何

双丝埋弧焊在原油储罐施工中的应用.docx
双丝埋弧焊在原油储罐施工中的应用双丝埋弧焊在原油储罐施工中的应用随着国家石油工业的迅速发展,原油储罐的建设也在不断增加。在储罐建设中,如何保证焊接工艺的质量和效率是一个重要的问题。传统的焊接方法容易出现焊缝不牢固,焊缝质量差,生产效率低等问题。为了解决这些困难,双丝埋弧焊应运而生。双丝埋弧焊是一种高效、高质量的焊接方法,因其适用于高强钢、大厚度、长缝焊、高弯曲度等特殊情况而备受石油工业的关注。双丝埋弧焊是一种半自动化的焊接方法,使用两个连续的电极电弧焊接,其中一个为填充金属电极,另一个是不含填充金属的辅助