
铝门窗生产加工工艺流程.pdf

努力****骞北


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝门窗生产加工工艺流程.pdf
铝门窗生产加工工艺流程--铝合金门窗工艺流程1、型材(1)采用60系列隔热断桥铝型材;(2)型材表面氟碳喷涂处理要求:3层以上喷涂厚度达到45μm以上。2、五金件(1)采用进口欧标槽口内开内倒窗五金件适合经常性大风天气的沿海地区;(2)五金件金属表面做防锈防腐处理或尼龙配件防止腐蚀;(3)铣孔处尽量密封防止内部锈蚀。3、玻璃(1)采用5+1

铝门窗生产加工工艺流程.doc
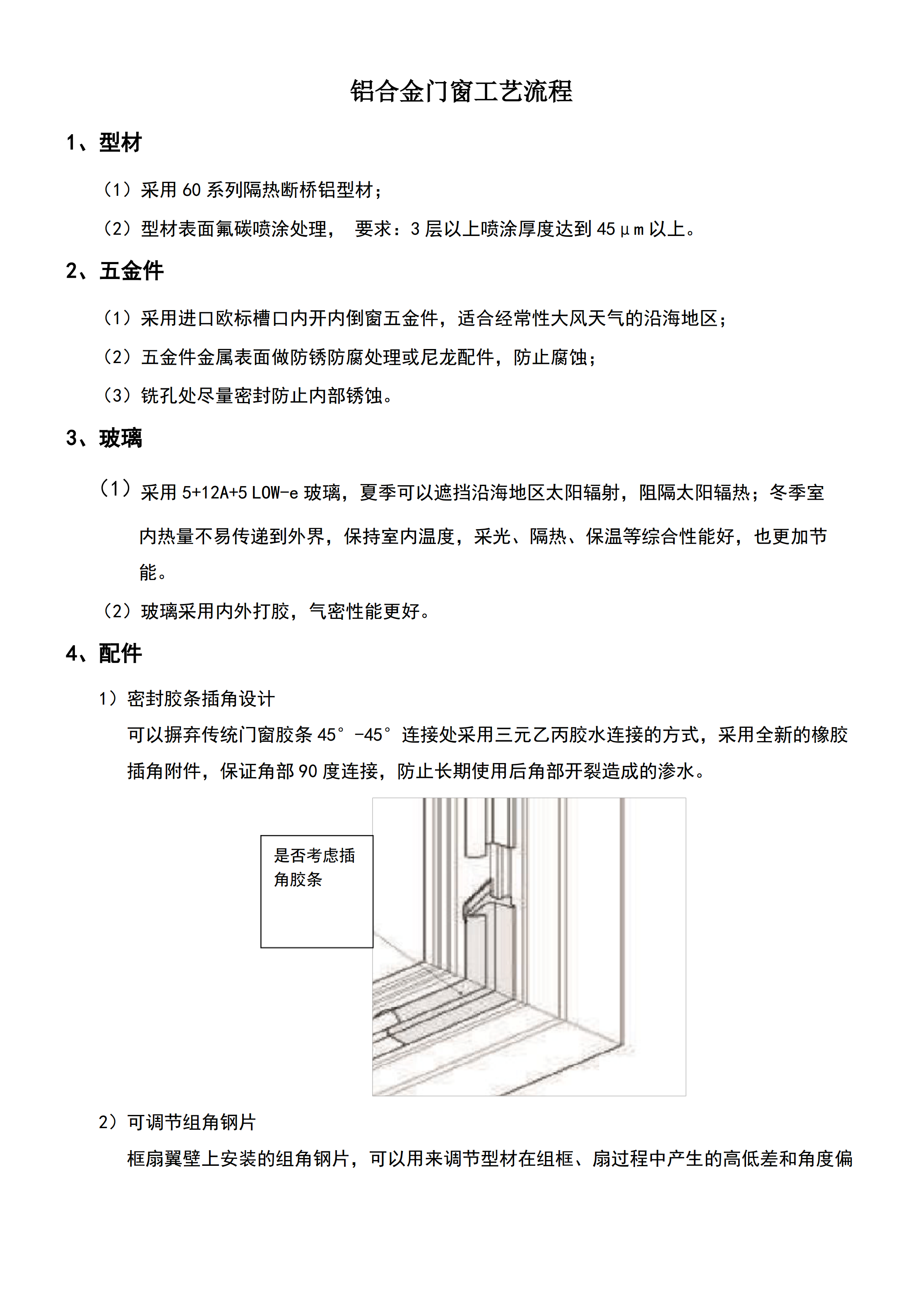
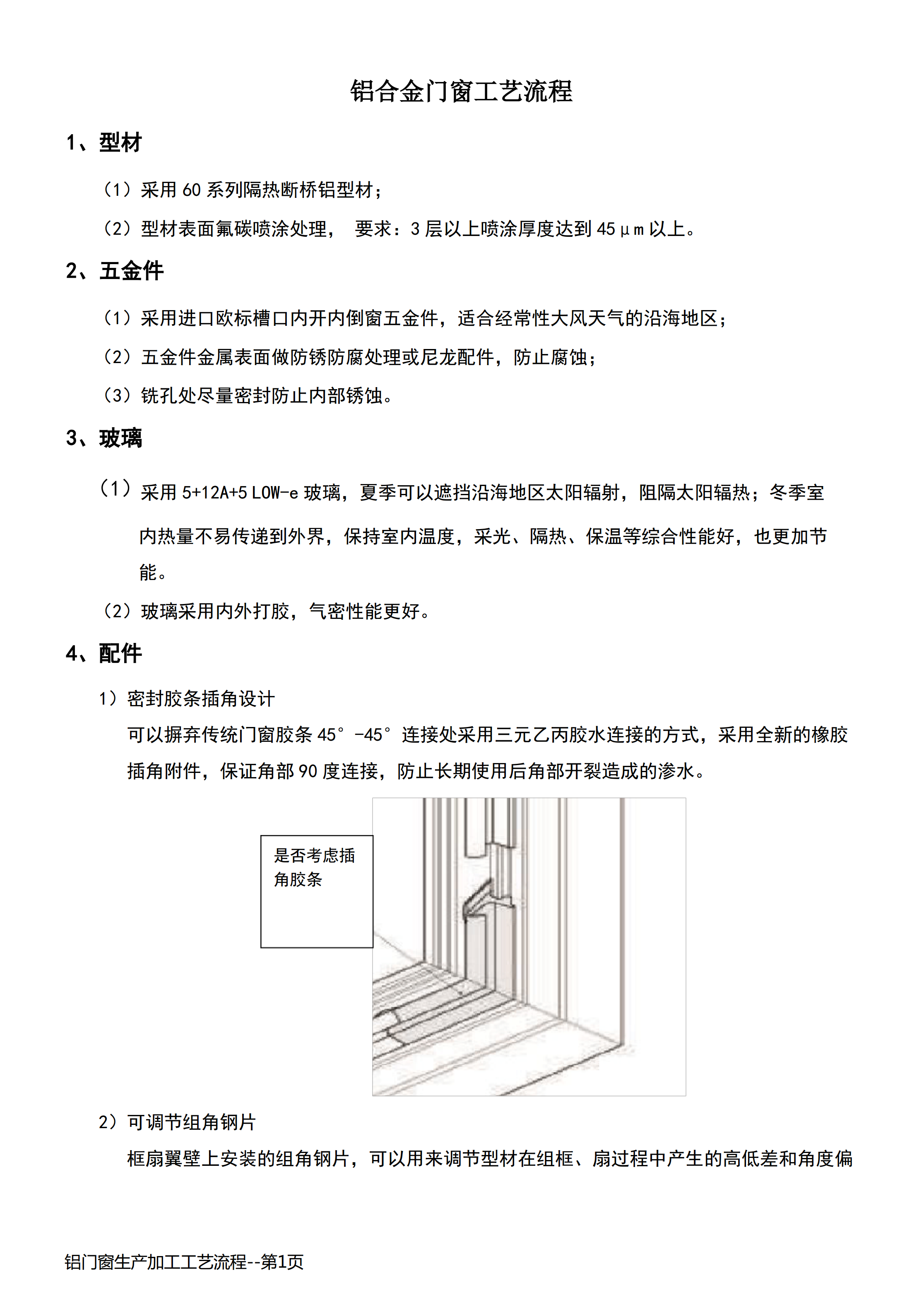
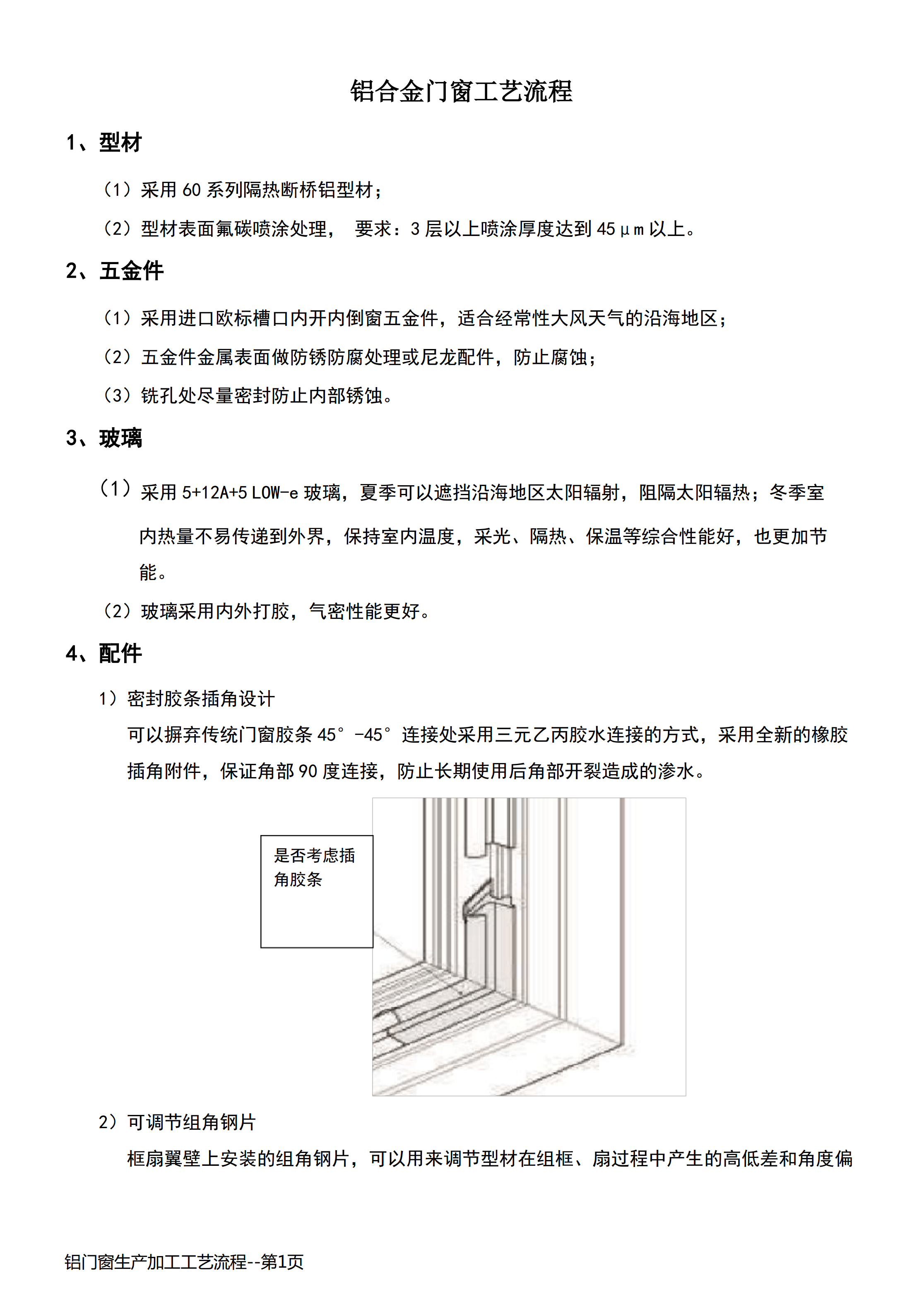
铝合金门窗工艺流程1、型材(1)采用60系列隔热断桥铝型材;(2)型材表面氟碳喷涂解决,规定:3层以上喷涂厚度达成45μm以上。2、五金件(1)采用进口欧标槽口内开内倒窗五金件,适合经常性大风天气的沿海地区;(2)五金件金属表面做防锈防腐解决或尼龙配件,防止腐蚀;(3)铣孔处尽量密封防止内部锈蚀。3、玻璃(1)采用5+12A+5LOW-e玻璃,夏季可以遮挡沿海地区太阳辐射,阻隔太阳辐热;冬季室内热量不易传递到外界,保持室内温度,采光、隔热、保温等综合性能好,也更加节能。(2)玻璃采用内外打胶,气密性能更好
铝门窗生产加工工艺流程.pdf
铝合金门窗工艺流程1、型材(1)采用60系列隔热断桥铝型材;(2)型材表面氟碳喷涂处理,要求:3层以上喷涂厚度达到45μm以上。2、五金件(1)采用进口欧标槽口内开内倒窗五金件,适合经常性大风天气的沿海地区;(2)五金件金属表面做防锈防腐处理或尼龙配件,防止腐蚀;(3)铣孔处尽量密封防止内部锈蚀。3、玻璃(1)采用5+12A+5LOW-e玻璃,夏季可以遮挡沿海地区太阳辐射,阻隔太阳辐热;冬季室内热量不易传递到外界,保持室内温度,采光、隔热、保温等综合性能好,也更加节能。(2)玻璃采用内外打胶,气密性能更好
铝门窗生产加工工艺流程.pdf
铝门窗生产加工工艺流程--铝合金门窗工艺流程1、型材(1)采用60系列隔热断桥铝型材;(2)型材表面氟碳喷涂处理,要求:3层以上喷涂厚度达到45μm以上。2、五金件(1)采用进口欧标槽口内开内倒窗五金件,适合经常性大风天气的沿海地区;(2)五金件金属表面做防锈防腐处理或尼龙配件,防止腐蚀;(3)铣孔处尽量密封防止内部锈蚀。3、玻璃(1)采用5+12A+5LOW-e玻璃,夏季可以遮挡沿海地区太阳辐射,阻隔太阳辐热;冬季室内热量不易传递到外界,保持室内温度,采光、隔热、保温等综合性能好,也更加节能。(2)玻璃
铝门窗生产加工工艺流程.pdf
铝门窗生产加工工艺流程--铝合金门窗工艺流程1、型材(1)采用60系列隔热断桥铝型材;(2)型材表面氟碳喷涂处理,要求:3层以上喷涂厚度达到45μm以上。2、五金件(1)采用进口欧标槽口内开内倒窗五金件,适合经常性大风天气的沿海地区;(2)五金件金属表面做防锈防腐处理或尼龙配件,防止腐蚀;(3)铣孔处尽量密封防止内部锈蚀。3、玻璃(1)采用5+12A+5LOW-e玻璃,夏季可以遮挡沿海地区太阳辐射,阻隔太阳辐热;冬季室内热量不易传递到外界,保持室内温度,采光、隔热、保温等综合性能好,也更加节能。(2)玻璃