
焊接热影响区的组织和性能.pptx

lj****88

1/10

2/10

3/10

4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共94页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
焊接热影响区的组织和性能.ppt
§5-4熔合区及焊接热影响区熔焊时,不仅焊缝在焊接热源的作用下发生从熔化到固态相变等一系列变化,而且焊缝两侧未熔化的母材也会因焊接热传递的影响而产生组织和性能变化。此外,由母材到焊缝也存在着性能即不同于焊缝,又不同于母材的过渡区,这些都会对焊接接头的性能产生较大影响。一、熔合区的组织和性能熔合区是指在焊接接头中,焊缝向热影响区过渡的区域。该区范围很窄,甚至在显微镜下也很难分辨。过热组织(overheatedstructure)是钢材内部缺陷之一,钢因加热温度超过Ac3很多或在高温下停留时间很长而形成的以晶

焊接热影响区的组织和性能.pptx
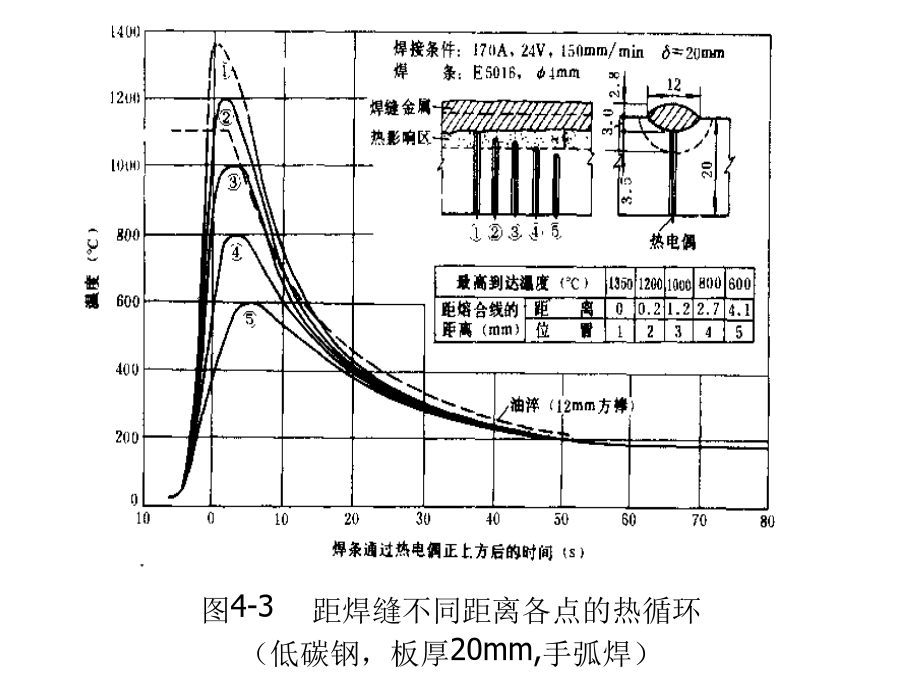
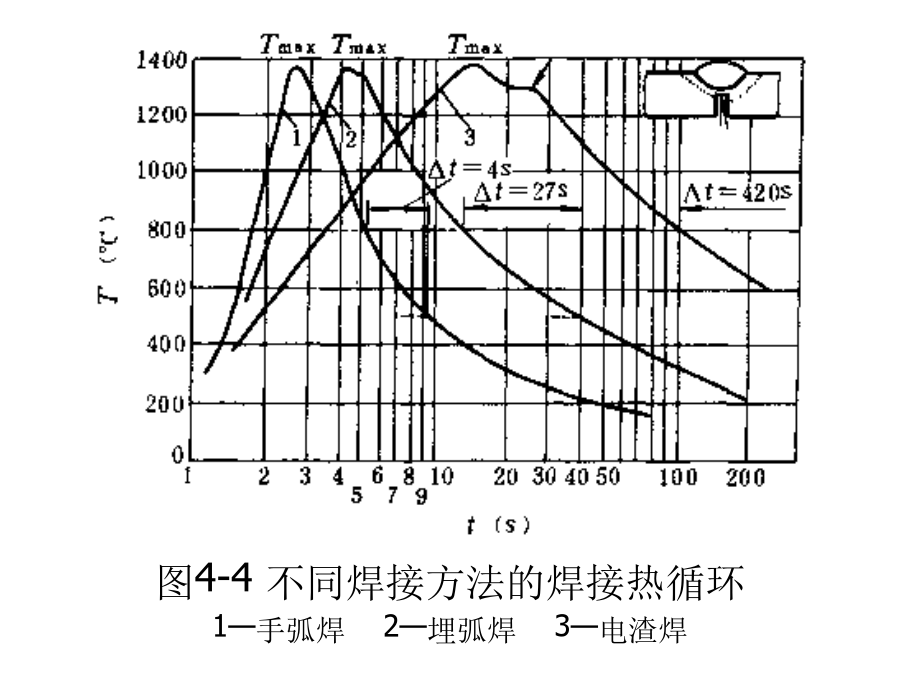
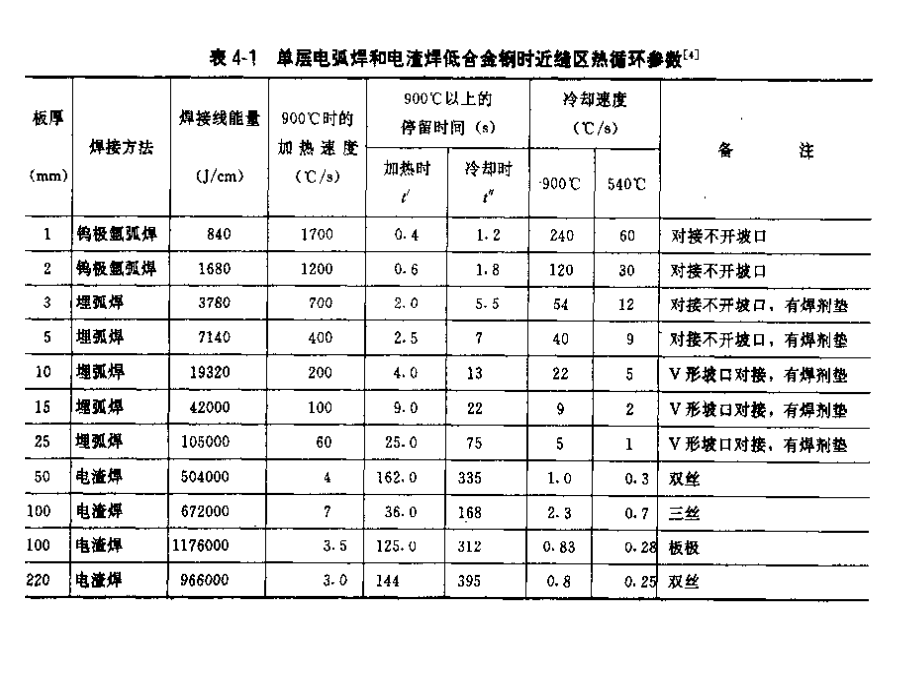
焊接热影响区的组织和性能第一节焊接热循环焊接热影响区:熔焊时在集中热源的作用下,焊缝两侧发生组织和性能变化的区域称为“热影响区”(HeatAffectedzone,简称HAZ)或称“近缝区”(NearWeldZone)焊接接头是由两个主要部分组成,即焊缝和焊接热影响区,如图4-1所示。第一节焊接热循环图4-3距焊缝不同距离各点的热循环(低碳钢,板厚20mm,手弧焊)图4-4不同焊接方法的焊接热循环1—手弧焊2—埋弧焊3—电渣焊一、焊接热循环的主要参数(一)加热速度(ωH)(二)加热的最高温度(Tm)(三)

焊接热影响区的组织和性能.ppt
一、焊接热影响区的组织分布焊缝金属表4-10不同焊接方法热影响区的尺寸表4-11低碳钢热影响区的组织分布特征及性能(一)焊接热影响区的硬化1.碳当量2.碳当量及冷却时间t8/5与HAZ最高硬度Hmax的关系图4-38Hmax与t8/5及Pcm的关系钢材:18MnMoNb板厚16~36mm3.焊接HAZ的Hmax计算(二)焊接热影响区脆化图4-42含Nb钢HAZ晶粒尺寸与Tm、E与t8/5的关系2.组织脆化图4-46HT80钢粗晶区M-A组元数量与t8/5的关系和t8/5与脆性转变温度VTrs的关系(2)析

焊接热影响区的组织和性能.ppt
§5-4熔合区及焊接热影响区熔焊时,不仅焊缝在焊接热源的作用下发生从熔化到固态相变等一系列变化,而且焊缝两侧未熔化的母材也会因焊接热传递的影响而产生组织和性能变化。此外,由母材到焊缝也存在着性能即不同于焊缝,又不同于母材的过渡区,这些都会对焊接接头的性能产生较大影响。一、熔合区的组织和性能熔合区是指在焊接接头中,焊缝向热影响区过渡的区域。该区范围很窄,甚至在显微镜下也很难分辨。过热组织(overheatedstructure)是钢材内部缺陷之一,钢因加热温度超过Ac3很多或在高温下停留时间很长而形成的以晶

焊接热影响区的组织和性能课程.pptx
会计学234567891011121314151617181920212223242526272829303132333435363738394041424344454647