
定位误差的分析与计算.ppt

lj****88

1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共41页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

定位误差的分析与计算.ppt
上一讲内容提要:工件以平面定位时的定位元件工件以圆孔定位时的定位元件工件以外圆柱定位时的定位元件本讲主要内容:造成定位误差的原因定位误差的计算方法(一)本讲重点和难点:基准不重合误差、基准位移误差的分析合成法及极限位置法计算定位误差法六点定位原则解决了消除工件自由度的问题,即解决了工件在夹具中位置“定与不定”的问题。但是,由于一批工件逐个在夹具中定位时,各个工件所占据的位置不完全一致,即出现工件位置定得“准与不准”的问题。如果工件在夹具中所占据的位置不准确,加工后各工件的加工尺寸必然大小不一,形成误差。第

定位误差的分析计算.docx
定位误差的分析计算定位误差的分析计算摘要:定位误差是指真实位置和测量位置之间的差距,是定位系统的重要指标之一。本文着重介绍了定位误差的分析和计算方法,包括误差类型、误差来源、误差分析方法和常用的误差计算模型等内容。通过对定位误差的深入研究,可以帮助改善定位系统的精度和稳定性,提高实际应用的可靠性。关键词:定位误差、分析计算、误差来源、误差分析方法、误差计算模型1.引言定位技术广泛应用于导航、测绘、车辆自动驾驶等领域,而定位误差是影响定位精度的主要因素之一。因此,对定位误差进行深入分析和计算,可以帮助理解定
定位误差的分析与计算.ppt
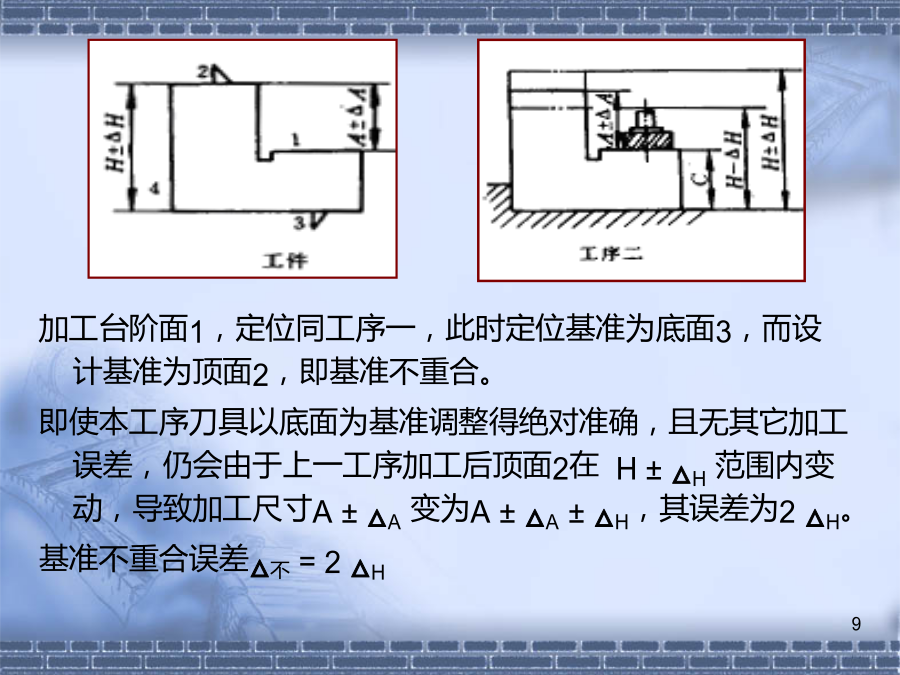
定位误差的分析与计算问题?引言为了方便分析定位误差,常将△总化作三个部分:定位误差△定安装、调整误差△安-调:包括夹具在机床上的装夹误差、机床调整误差、夹紧误差以及机床和刀具的制造误差等。加工过程误差△过:包括工艺系统的弹性变形和热变形误差以及磨损误差等。为保证加工要求,上述三项误差合成后应小于或等于工件公差δ。即:△定+△安-调+△过≤δ在对定位方案进行分析时,可以假设上述三项误差各占工件公差的1/3。则有:△定≤δ/3此就是夹具定位误差验算公式。1.造成定位误差的原因⑴基准不重合误差△不加工顶面2,以

定位误差分析与计算.doc
4.4定位误差分析与计算在机械加工过程中,使用夹具的目的是为保证工件的加工精度。那么,在设计定位方案时,工件除了正确地选择定位基准和定位元件之外,还应使选择的定位方式必须能满足工件加工精度要求。因此,需要对定位方式所产生的定位误差进行定量地分析与计算,以确定所选择的定位方式是否合理。4.4.1定位误差产生的原因和计算造成定位误差ΔD的原因可分为性质不同的两个部分:一是由于基准不重合而产生的误差,称为基准不重合误差ΔB;二是由于定位副制造误差,而引起定位基准的位移,称为基准位移误差ΔY。当定位误差ΔD≤1/

定位误差的分析与计算.ppt
上一讲内容提要:工件以平面定位时的定位元件工件以圆孔定位时的定位元件工件以外圆柱定位时的定位元件本讲主要内容:造成定位误差的原因定位误差的计算方法(一)本讲重点和难点:基准不重合误差、基准位移误差的分析合成法及极限位置法计算定位误差法六点定位原则解决了消除工件自由度的问题,即解决了工件在夹具中位置“定与不定”的问题。但是,由于一批工件逐个在夹具中定位时,各个工件所占据的位置不完全一致,即出现工件位置定得“准与不准”的问题。如果工件在夹具中所占据的位置不准确,加工后各工件的加工尺寸必然大小不一,形成误差。第